

Plastic forming method for large and complex special-shaped structural parts
A plastic forming and cavity technology, which is applied in metal processing equipment, metal extrusion dies, etc., can solve the problems of high difficulty of pre-forming, increase in process and cost, solve the problem of filling, improve plastic fluidity, and can be operated strong effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] A plastic forming method for non-proportional pressure loading of a PG-1 crankshaft reciprocating ejector die, the specific steps are as follows:
[0035] Step 1, cutting
[0036] Step 1, cutting
[0037] Will The 34CrNiMo6 steel bar saw cut as of blanks.
[0038] Step 2. Heating
[0039] The billet completed in the first step is heated to the initial forging temperature of 1100°C in a gas furnace.
[0040] Step 3, mold heating
[0041] The use of induction heating equipment will figure 1 The upper and lower dies of the follower cavity shown are heated to 400°C and held for 30 minutes;
[0042] Step four, feeding
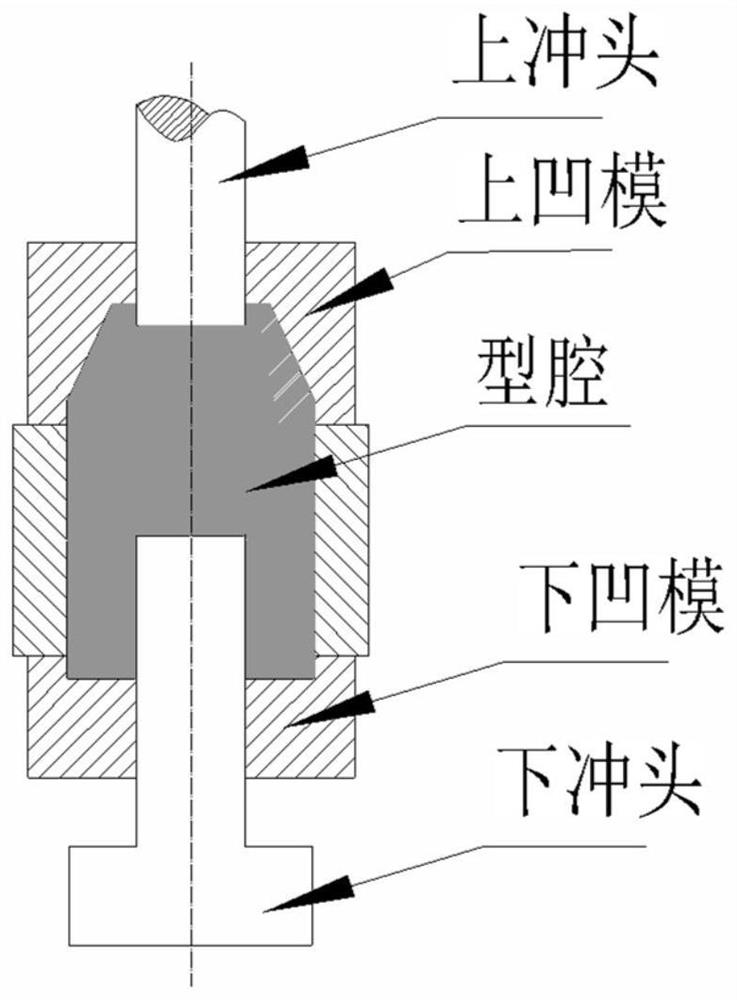
[0043] Put the heated billet in step 2 into the figure 1 In the cavity of the follow-up cavity shown, the follow-up cavity includes an upper punch 1, an upper die 2, a cavity 3, a lower die 4 and a lower punch 5 arranged in sequence along the vertical direction;
[0044] Step 5. Clamp the mold
[0045] After the fourth step is completed, the mold...
Embodiment 2
[0085] A plastic forming method for non-proportional pressure loading of a reciprocating ejector die of a 7A04 aluminum alloy support body, the specific steps are as follows:
[0086] Step 1, cutting
[0087] Will The 7A04 aluminum alloy bar saw cut as of blanks.
[0088] Step 2. Heating
[0089] The billet completed in the first step is heated to the initial forging temperature of 430°C in a gas furnace.
[0090] Step 3, mold heating
[0091] The use of induction heating equipment will figure 1 The upper and lower dies of the follower cavity shown are heated to 400°C and held for 30 minutes;
[0092] Step four, feeding
[0093] Put the heated billet in step 2 into the figure 1 In the cavity 3 of the follower cavity shown, the follower cavity includes an upper punch 1, an upper die 2, a cavity 3, a lower die 4 and a lower punch 5, which are arranged in sequence along the vertical direction;
[0094] Step 5. Clamp the mold
[0095] After the fourth step is completed...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More