Heat transter tube with cross-groove and method of manufacturing same thereof
A manufacturing method, technology of heat transfer tubes, applied in the direction of tubular elements, metal rolling, heat exchange equipment, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
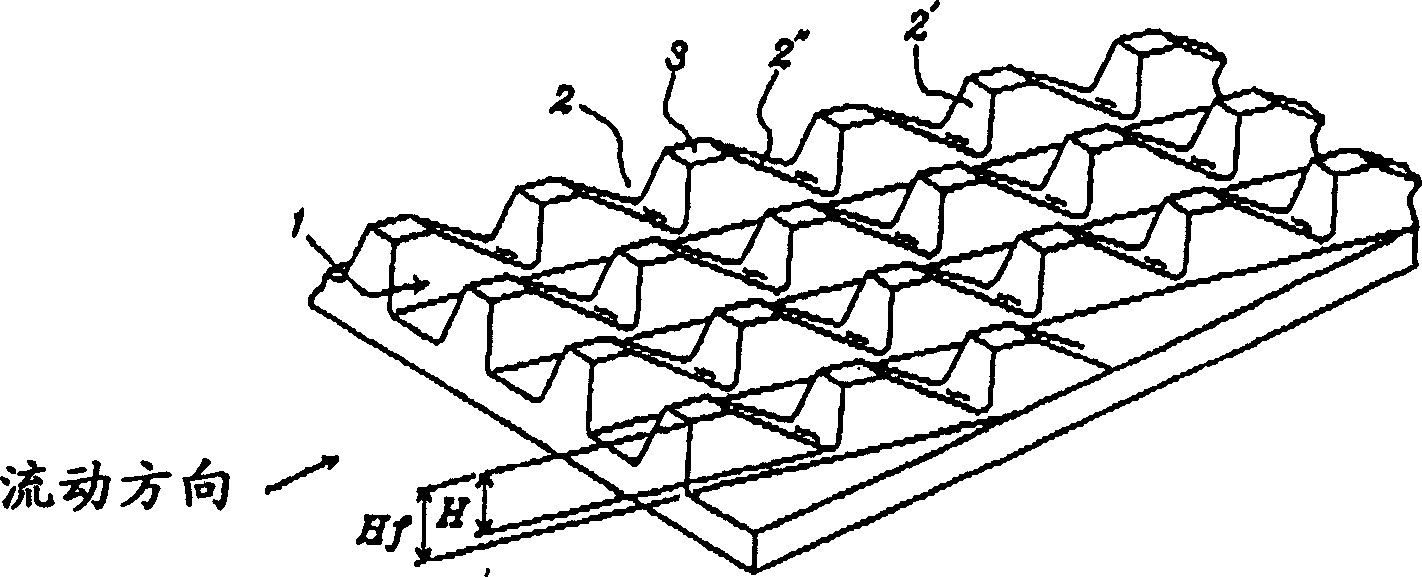
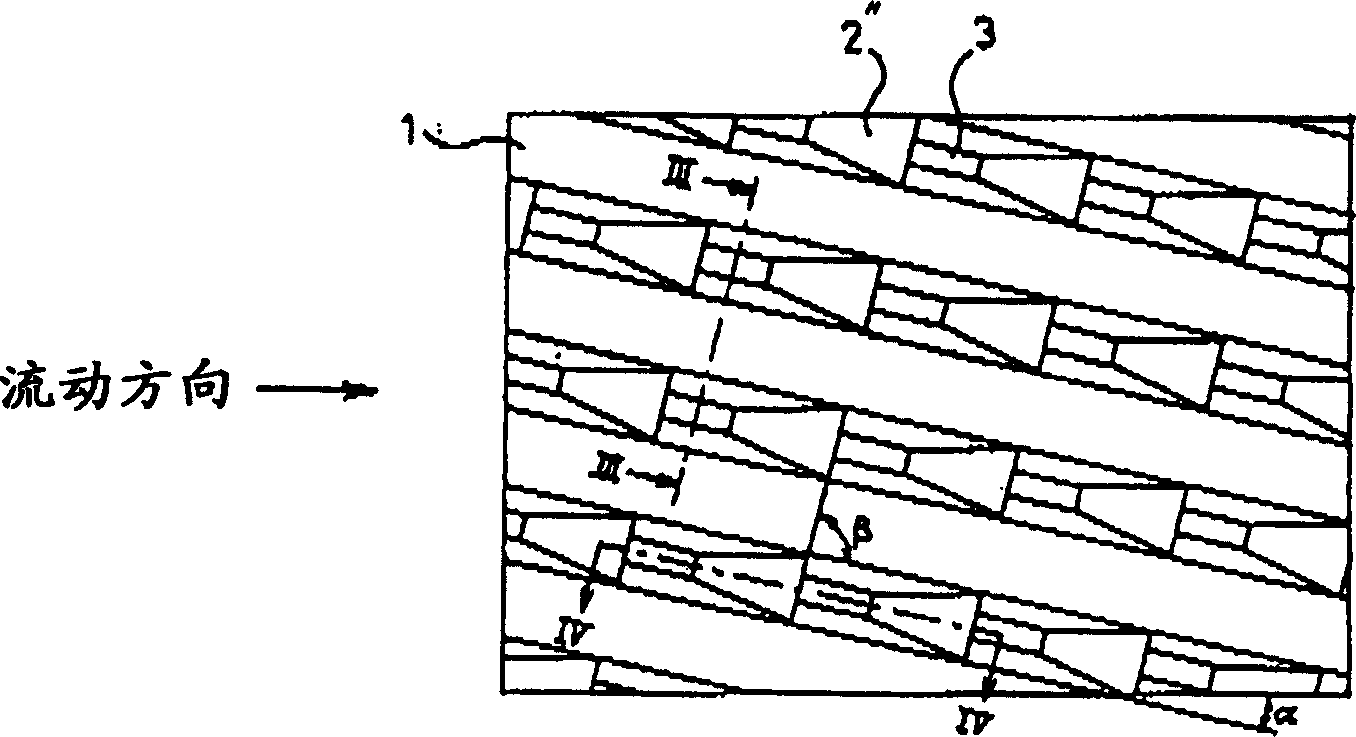
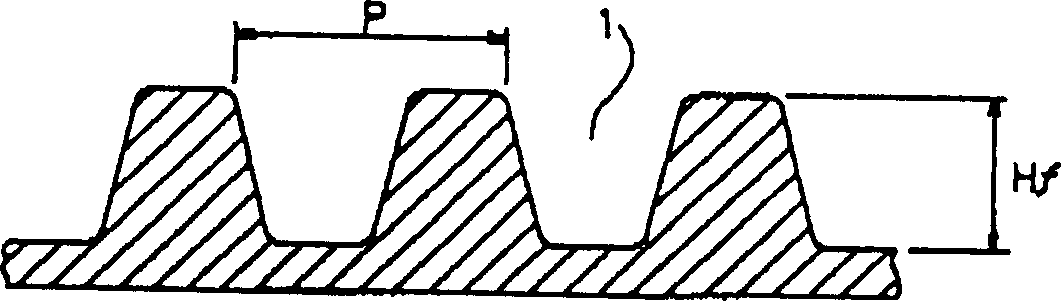
[0028] The heat transfer tube with intersecting grooves of the present invention is a metal tube with a circular cross section, and a plurality of helical grooves 1 are formed on the entire inner surface of the tube. These helical grooves 1 are parallel to each other and form a certain helical angle relative to the longitudinal axis of the tube. alpha. Such as image 3 As shown, the cross-sectional shape of the helical groove 1 is an inverted trapezoid. In addition, the above-mentioned heat transfer tube with intersecting grooves is also equipped with a plurality of auxiliary grooves 2, and these auxiliary grooves 2 are parallel to each other and intersect with the helical groove 1 at a certain angle β. Such as Figure 4 As shown, the cross-sectional shape of the auxiliary groove is basically a right triangle, and has a helix angle larger than that of the h...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



