

Setting method for descaling of finish rolling inlet of hot rolling strip steel production line
A hot-rolled strip and production line technology, applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve defects, reduce rolling stability of finishing mills, production accidents and other problems, and ensure rolling stability. sexual effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0047] The parameters of a certain steel grade and a certain specification of hot-rolled products are as follows:
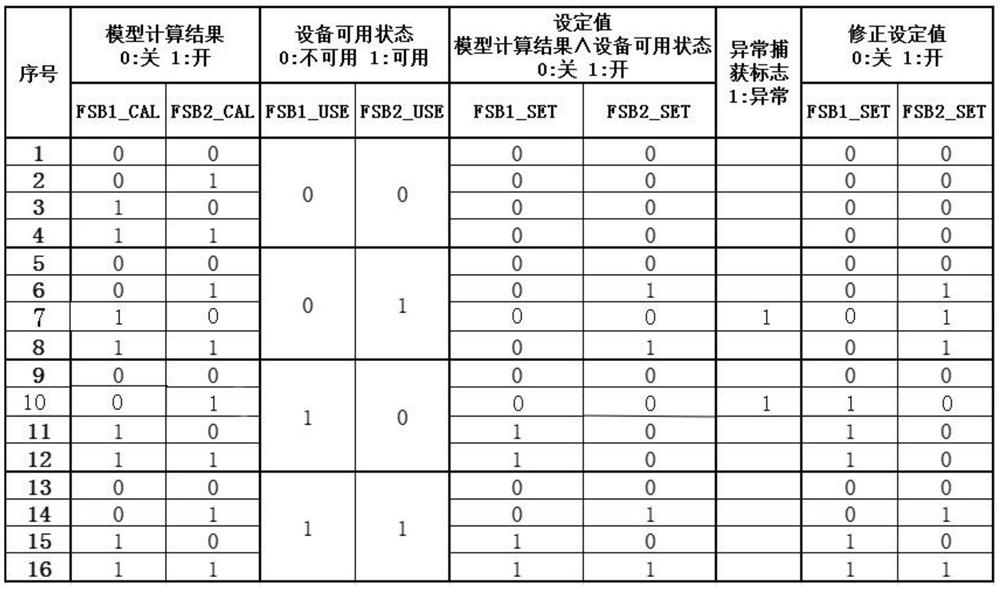
[0048] Model calculation results FSB1_CAL=1, FSB2_CAL=0
[0049] Device availability status FSB1_USE=0, FSB2_USE=1
[0050] set value
[0051] FSB1_SET=FSB1_CAL∧FSB1_USE=0
[0052] FSB2_SET=FSB2_CAL∧FSB2_USE=0
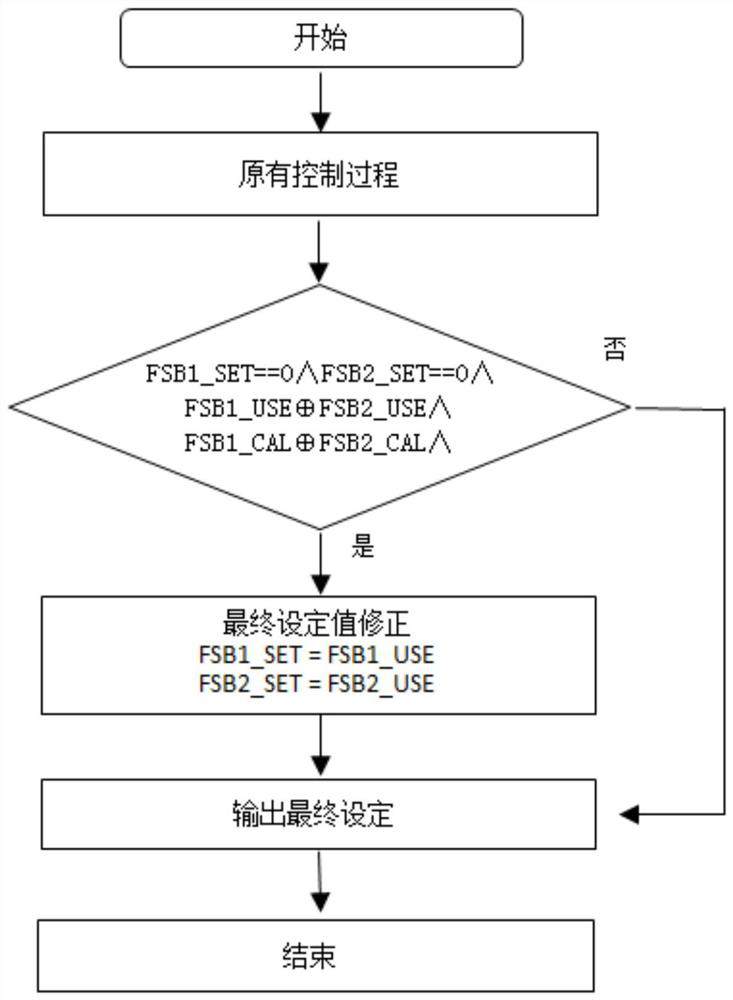
[0053] Error capture (Condition 1∧Condition 2∧Condition 3 should be met)
[0054] Satisfy condition 1: FSB1, FSB2 setting value is 0 at the same time.
[0055] Formula: FSB1_SET==0∧FSB2_SET==0
[0056] Condition 2 is met: FSB1 and FSB2 devices are available in different states. (0,1 or 1,0)
[0057] Formula: FSB1_USE⊕FSB2_USE
[0058] Condition 3 is satisfied: the calculation results of FSB1 and FSB2 models are different. (0,1 or 1,0)
[0059] Formula: FSB1_CAL⊕FSB2_CAL
[0060] The three conditions are met at the same time, so the setting value is corrected as follows:
[0061] FSB1_SET=FSB1_USE=0
[0062] FSB2_SET=FSB2_USE=1
[0063] In th...
Embodiment 2
[0065] The parameters of a certain steel grade and a certain specification of hot-rolled products are as follows:
[0066] Model calculation results FSB1_CAL=0, FSB2_CAL=1
[0067] Device availability status FSB1_USE=1, FSB2_USE=0
[0068] set value
[0069] FSB1_SET=FSB1_CAL∧FSB1_USE=0
[0070] FSB2_SET=FSB2_CAL∧FSB2_USE=0
[0071] Error capture (Condition 1∧Condition 2∧Condition 3 should be met)
[0072] Satisfy condition 1: FSB1, FSB2 setting value is 0 at the same time.
[0073] Formula: FSB1_SET==0∧FSB2_SET==0
[0074] Condition 2 is met: FSB1 and FSB2 devices are available in different states. (0,1 or 1,0)
[0075] Formula: FSB1_USE⊕FSB2_USE
[0076]Condition 3 is satisfied: the calculation results of FSB1 and FSB2 models are different. (0,1 or 1,0)
[0077] Formula: FSB1_CAL⊕FSB2_CAL
[0078] The three conditions are met at the same time, so the setting value is corrected as follows:
[0079] FSB1_SET=FSB1_USE=1
[0080] FSB2_SET=FSB2_USE=0
[0081] In thi...
Embodiment 3
[0083] The parameters of a certain steel grade and a certain specification of hot-rolled products are as follows:
[0084] Model calculation results FSB1_CAL=0, FSB2_CAL=1
[0085] Device availability status FSB1_USE=0, FSB2_USE=0
[0086] set value
[0087] FSB1_SET=FSB1_CAL∧FSB1_USE=0
[0088] FSB2_SET=FSB2_CAL∧FSB2_USE=0
[0089] Error capture (Condition 1∧Condition 2∧Condition 3 should be met)
[0090] Satisfy condition 1: FSB1, FSB2 setting value is 0 at the same time.
[0091] Formula: FSB1_SET==0∧FSB2_SET==0
[0092] Condition 2 is not met: FSB1 and FSB2 devices are available in different states. (0,1 or 1,0)
[0093] Formula: FSB1_USE⊕FSB2_USE
[0094] Condition 3 is satisfied: the calculation results of FSB1 and FSB2 models are different. (0,1 or 1,0)
[0095] Formula: FSB1_CAL⊕FSB2_CAL
[0096] The three conditions are not met simultaneously, so no correction processing is performed:
[0097] FSB1_SET=0
[0098] FSB2_SET=0
[0099] In this example, ther...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More