

Wire planting reinforced brazing connection method for C/C and C/SiC composite materials and metal
A technology of composite materials and connection methods, which is applied in the field of connection between ceramics and ceramic-based composite materials and metals, can solve the problems of poor joint reliability and low joint strength, and achieve reduced stress concentration, high depth/diameter ratio, and reduced residual heat The effect of stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
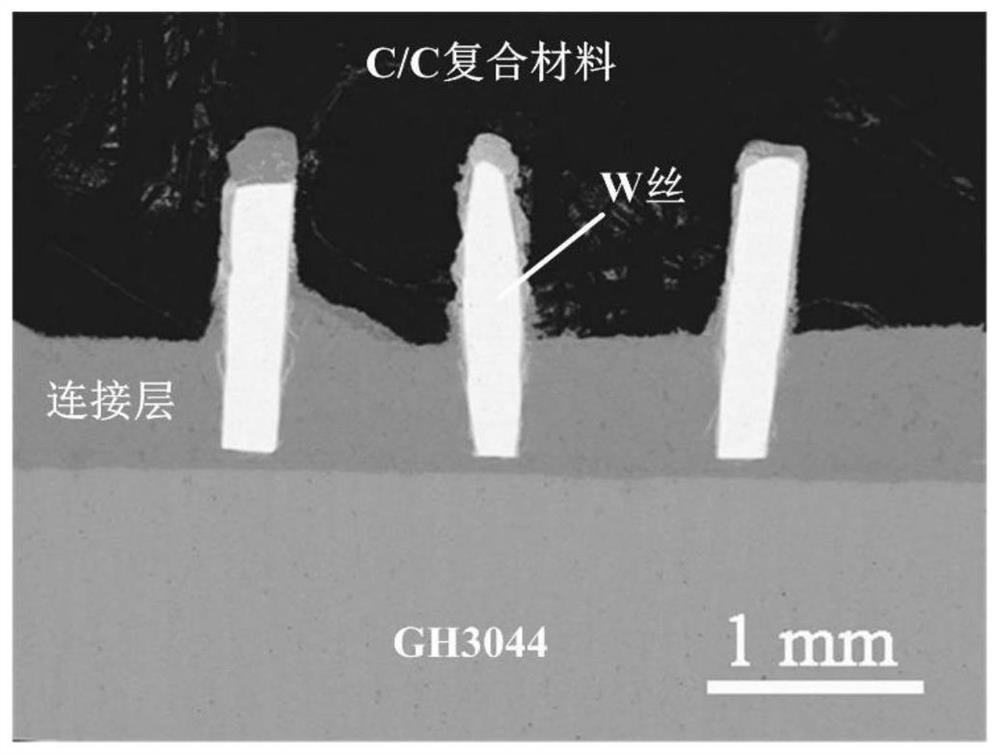
[0024] This embodiment is a tungsten (W) wire-planted brazing method for C / C composite material and GH3044 superalloy.
[0025] The C / C composite material involved is a two-dimensional winding and three-dimensional perforated structure, and its density is 1.65-1.78g / cm 3 , cut into 5×5×5mm 3 The block; the GH3044 superalloy involved is a solid solution strengthened Ni-based superalloy with a density of 8.89g / cm 3 , its melting temperature range is 1352-1375°C, and its thermal expansion coefficient is 16.28×10 -6 K -1 , cut into 10×10×3mm 3 of blocks. The diameter of the W wire involved is 0.3mm, and BNi2 is selected as the solder.
[0026] The specific process of this embodiment includes the following steps:
[0027] Step 1, the composite material is punched. Using the method of electric spark drilling, process some regularly distributed blind holes on the surface of the C / C composite material to be welded, and the punching density (the number of holes per unit area) is...
Embodiment 2
[0035] This embodiment is a molybdenum (Mo) wire-planted brazing method for C / C composite material and GH3044 superalloy.
[0036] The C / C composite material involved is a two-dimensional winding and three-dimensional perforated structure, and its density is 1.65-1.78g / cm 3 , cut into 5×5×5mm 3 The block; the GH3044 superalloy involved is a solid solution strengthened Ni-based superalloy with a density of 8.89g / cm 3 , its melting temperature range is 1352-1375°C, and its thermal expansion coefficient is 16.28×10 -6 K -1 , cut into 10×10×3mm 3 of blocks. The diameter of the Mo wire involved is 0.3mm, and BNi2 is selected as the solder.
[0037] The specific process of this embodiment includes the following steps:
[0038] Step 1, the composite material is punched. Using the method of electric spark drilling, process some regularly distributed blind holes on the surface of the C / C composite material to be welded, and the punching density (the number of holes per unit area...
Embodiment 3
[0046] This embodiment is a method for brazing a C / SiC composite material and a GH4169 superalloy with titanium (Ti) wire reinforcement.
[0047] The C / SiC composite material involved is a three-dimensional braided composite material with a density of 2.0-2.1g / cm 3 , The porosity is 10-15%, the fiber bundle is 3K, the fiber volume fraction is 45-50%, cut into 5×5×5mm 3 square; the GH4169 superalloy involved is cut into 10×10×3mm 3 square, the connecting area is 5×5mm 2 ; The diameter of the Ti wire involved is 0.3mm, and 67.6Ag-26.4Cu-6Ti (mass fraction) is selected as the solder.
[0048] The specific process of this embodiment includes the following steps:
[0049] Step 1, the composite material is punched. Using the method of electric spark drilling, process some regularly distributed blind holes on the surface of C / SiC composite material to be welded, and the punching density (the number of holes per unit area) is 36 holes / cm 2 , the hole depth is 2mm, and the hole di...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More