

Wide and thick plate shape buckling and plate convexity control method
A control method and technology of plate crown, applied in the direction of profile control, metal rolling, manufacturing tools, etc., to achieve the effect of improving plate shape buckling, reducing plate crown, and reducing flatness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment example 1
[0027] The invention proposes a method for controlling the curvature and convexity of wide and thick plates. The method includes CVC roll profile optimization and rolling process dynamic parameter adjustment.
[0028] CVC mill parameters are shown in the table below:
[0029] CVC mill parameters Value (mm) Maximum Roll Equivalent Crown 0.25 Minimum Roll Equivalent Crown 0.05 Equivalent crown of the roll when the roll shifting amount is 0 0 Maximum roll shifting amount of work roll 138 Work roll diameter 1031.45 Support roller diameter 2001.84
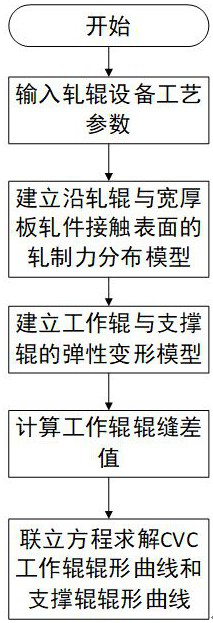
[0030] Such as figure 1 As shown, the CVC roll shape curve optimization includes the following steps: T1. Input the process parameters of the roll equipment; T2. Establish the rolling force distribution model along the contact surface of the roll and the wide and thick plate; T3. Establish the elastic deformation of the work roll and the backup roll Model; T4, calculate the gap differ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More