

Optimized control method of roll technological parameter for cold band-steel continuous rolling mill
A technology of process parameters and optimization control, applied in the direction of rolling mill control device, computer control, program control, etc., can solve the problem of increasing production cost, unreasonable setting of roll original roughness and roll change cycle, slipping and thermal slipping, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
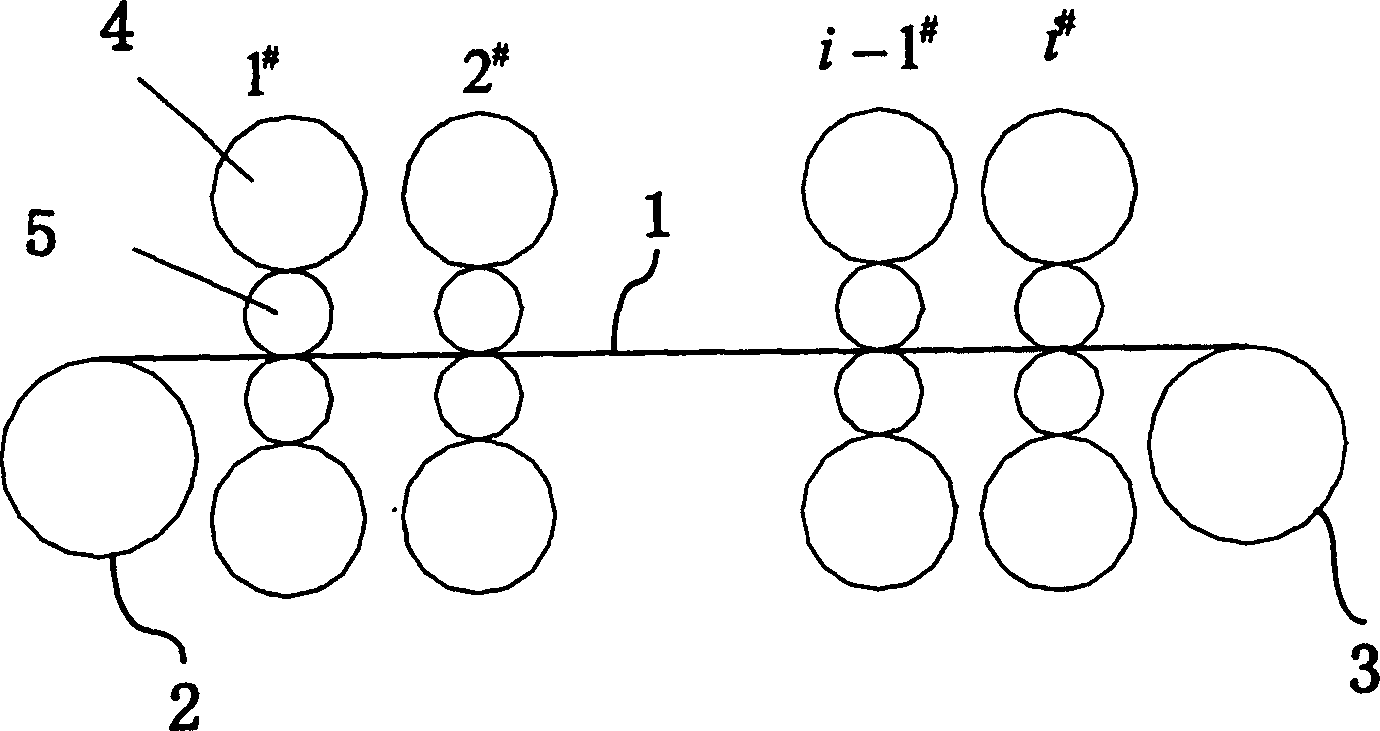
[0067] In this example, it is assumed that the entire rolling process involves 5 stands, and the rolling schedule has been determined, so the friction coefficient μ of each stand in the following optimization process 3i is a given constant. In addition, it is also assumed that the initial roughness R of each rack work roll ai and roll changing cycle L i Coefficient of friction with frame μ i The mathematical relationship between has the following form:
[0068] μ i = a 1 i × ( R ai ) b 1 i + a 2 i × ( 1 - e - ...
no. 2 example
[0079] In actual production, a continuous rolling mill often has to roll products of multiple specifications, so it is often required to optimize the initial roughness of work rolls and roll change cycle suitable for the production of multi-standard products or steel grades for the continuous rolling mill. In this embodiment, it is assumed that the number of steel types involved is n, the entire rolling process includes m stands, and the rolling schedule has been determined, so the friction coefficient of each stand in the following optimization process is given constant. In addition, it is also assumed that under any steel grade, the initial roughness R of each rack work roll aij and roll changing cycle L ij Coefficient of friction with frame μ ij The mathematical relationship between has the following form:
[0080] μ ij = a 1 ij × ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More