

Indirectional electric steel plate without corrugated fault and its making process
A technology of oriented electrical steel sheet without corrugation, which is applied in the direction of metal rolling, etc., can solve problems such as difficult floating of inclusions in the crystallizer, large reduction rate in the last pass of rough rolling, and influence on finishing rolling operation, so as to save heat Rolling plate normalization process, elimination of corrugated defects, and the effect of reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
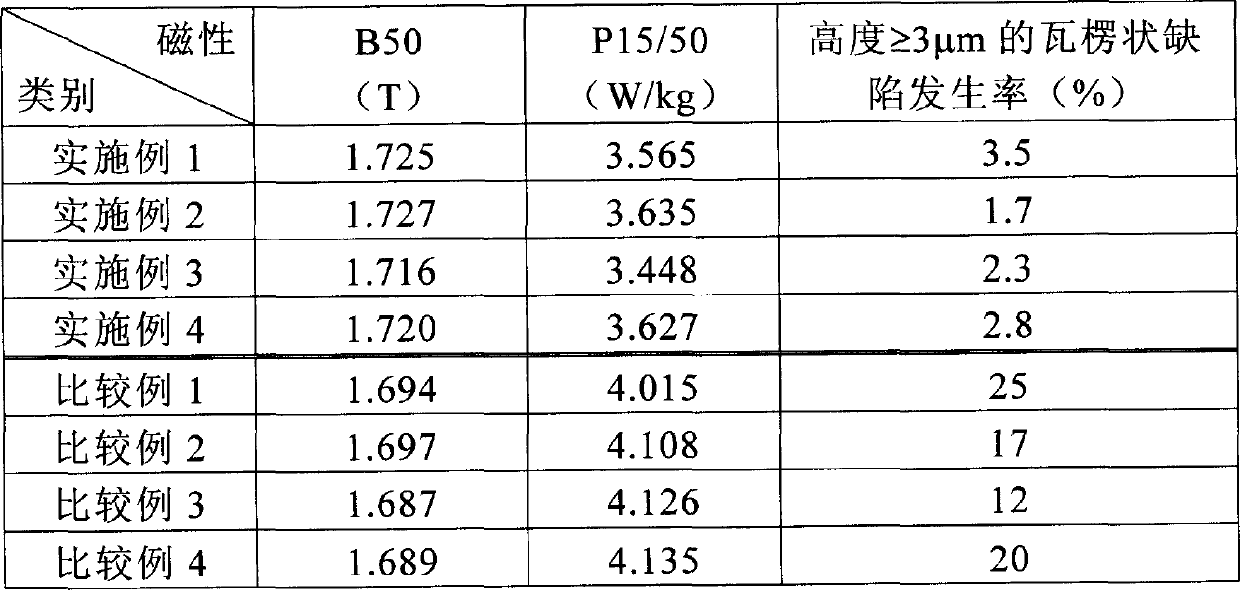
[0041] Smelt according to the components in Table 1, and obtain continuous casting slabs by continuous casting; then the continuous casting slabs are heated, rough rolled, and rough rolled for 4 passes, 25%→25%→40%→45% reduction rate / pass The final rough rolling temperature is 988°C; then finish rolling, the second pass of finish rolling is finished rolling with a roll with a roughness of 7 μm, and the hot-rolled sheet after finish rolling is coiled at a temperature of 710°C. There are no corrugated defects with a height of ≥3 μm in the finished board, and the magnetic properties are: B50=1.725T, P15 / 50=3.565W / kg.
Embodiment 2
[0043]Smelt according to the components in Table 1, and obtain continuous casting slabs by continuous casting; then the continuous casting slabs are heated, rough rolled, and rough rolled for 4 passes, 25%→30%→40%→40% reduction rate / pass The second time, the finishing rolling temperature of the rough rolling was 992°C, the second pass of the finish rolling was finished rolling with a roll with a roughness of 7 μm, coiled at 710°C, no corrugated defects with a height of ≥3 μm appeared in the finished plate, and the magnetic properties were: B50= 1.727T, P15 / 50=3.635W / kg.
Embodiment 3
[0045] Smelt according to the components in Table 1, and obtain continuous casting slabs by continuous casting; then the continuous casting slabs are heated, rough rolled, and rough rolled for 4 passes, 25%→30%→40%→40% reduction rate / pass The second time, the finishing rolling temperature of the rough rolling was 1002°C, the roll with a roughness of 7μm was used for the second finish rolling, and the coil was coiled at 710°C. There was no corrugated defect with a height of ≥3μm in the finished plate, and the magnetic properties were: B50=1.716T , P15 / 50=3.448W / kg.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More