Mould castings method
A special shape and formula technology, which is applied to casting molding equipment, casting molds, cores, etc., can solve the problems of time-consuming, labor-intensive, labor-intensive, etc., and achieve the effect of improving surface finish, improving dimensional accuracy, and using less equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
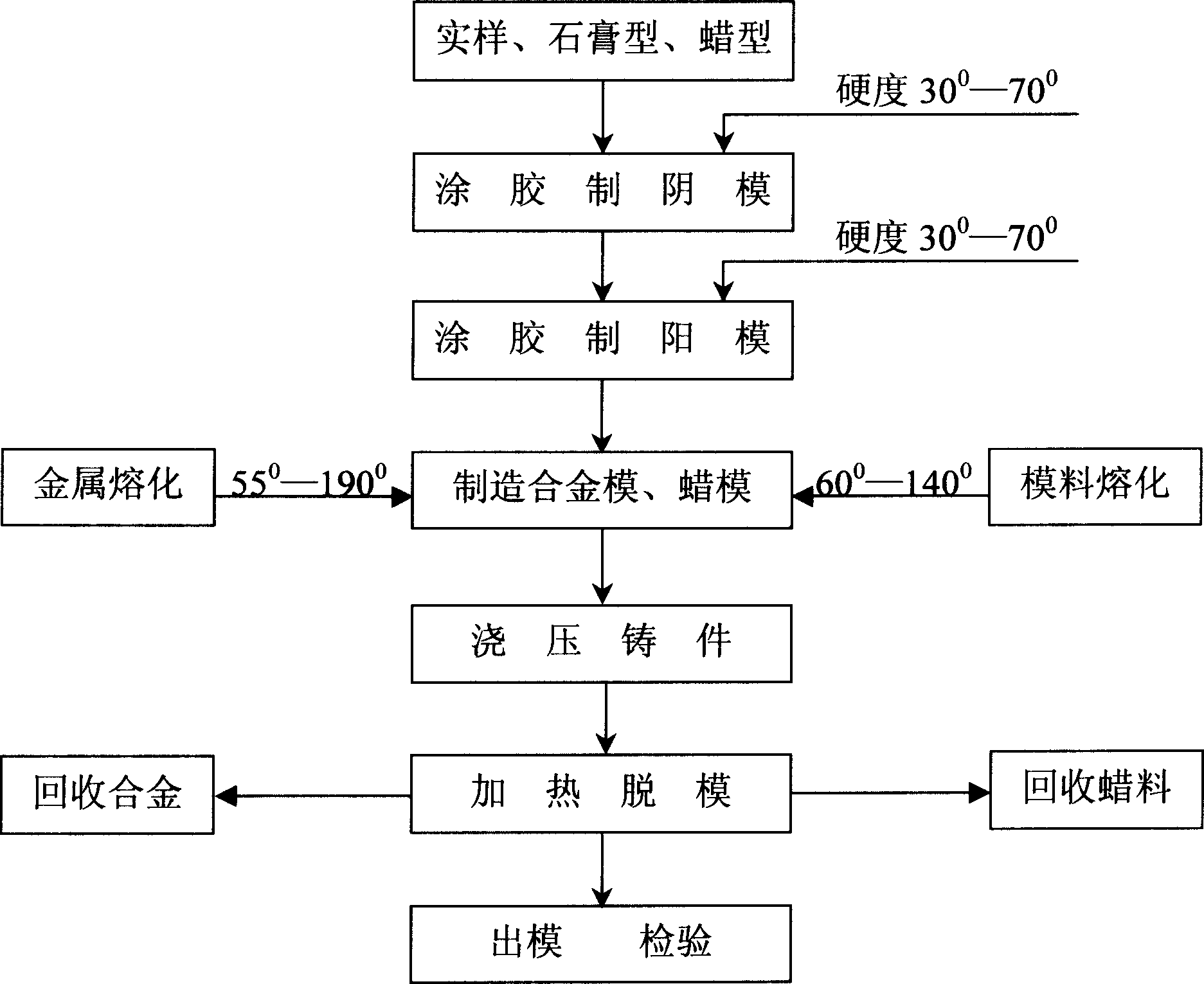
[0031] The special-shaped casting method includes the following technological process:
[0032] 1. Using real objects as models
[0033] 1. Glue to make negative mold
[0034] Apply silicone oil (release agent) on the physical model, and then add 2.8% additive p-phenylenediamine benzene solution in the room temperature vulcanized silicone rubber, so that the hardness of the room temperature siliconized vulcanized rubber reaches 30°. Then apply room temperature vulcanized rubber with a hardness of 30° on the physical model, reinforce the gypsum shape outside the mold before demoulding, and finally demould.
[0035] 2. Glue to make positive mold
[0036] Apply a silicone oil release agent to the well-made silicone female mold, apply room temperature vulcanized silicone rubber with the same hardness of 40° on the inner surface of the female mold, and reinforce the gypsum appearance on the outside, and release the mold after the silicone is completely vulcanized.
[0037] 3. Ma...
Embodiment 2
[0046] The casting method of embodiment two is basically the same as that of embodiment one, the difference is that in the deployment of the hardness of the room temperature vulcanized silicone rubber, 4% of the p-phenylenediamine solution additive is added to the room temperature vulcanized rubber to make the room temperature vulcanized silicone rubber The hardness reaches 50°; in the manufacture of alloy molds, the melting point of the alloy mold is 90°C, and the corresponding alloy formula is 47% bismuth, 27% lead, and 26% tin; in the manufacture of wax molds, the melting point of the wax mold material is 100°C, The formula of the molding material is 70% of paraffin wax, 20% of montan wax, 5% of polymerized rosin, and 5% of low molecular weight polyethylene.
Embodiment 3
[0048] The casting method of embodiment three is basically the same as that of embodiment one, the difference is that in the hardness of the room temperature vulcanized silicone rubber, the content of the added p-phenylenediamine solution is 5%, and the room temperature vulcanized silicone rubber prepared is The hardness reaches 70°; in the manufacture of alloy molds, the melting point of the alloy mold is 190°C, and the corresponding alloy formula is 63% tin and 37% lead; in the manufacture of wax molds, the melting point of the wax mold material is 140°C, and the corresponding wax The molding material formula is 50% rosin, 30% polystyrene and 20% ozokerite.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Melting point | aaaaa | aaaaa |
| Melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com