

Medium-thick plate production process
A production process and steel plate technology, which is applied in the field of medium and heavy plate production process, can solve the problems of limited shear capacity, low production efficiency of rolling mill, and low hit rate of fixed length, etc., so as to reduce the amount of edge trimming, improve production efficiency, and improve product quality. Yield effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
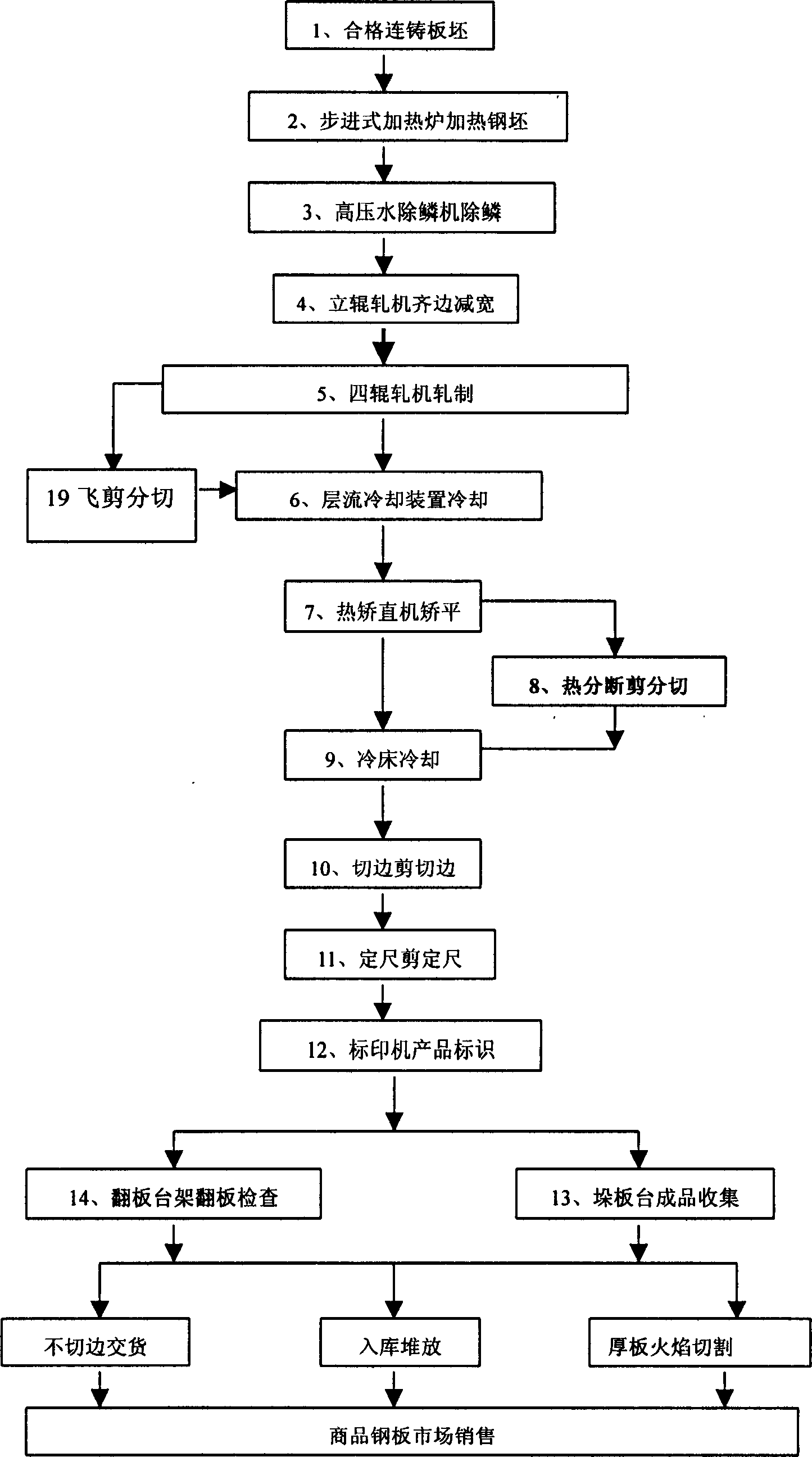
[0016] see figure 1 Qualified continuous casting slab 1 is transported by the roller table into the walking heating furnace to heat the slab 2 for soaking or heating to a suitable temperature. The surface oxide scale is cleaned, conveyed by the roller table into the vertical roller mill for trimming and width reduction 4, and then rolled by the four-roll rolling machine 5, the strip-shaped steel plate is conveyed by the roller table and passed through the laminar flow cooling device for strong cooling 6, and then passed through the roller table Conveying into the hot leveler 7 for leveling. A hydraulic thermal fixed shear is installed before the entrance of the cooling bed. The main equipment of the hydraulic thermal fixed shear includes the bottom plate, archway, beam, oil cylinder, cutter head, and blade. The purpose is to complete the long steel plate after the rolling mill according to the length required by the cooling bed. According to the length of the steel plate afte...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More