Method and system for producing dressing products of polymer fibres useful for covering moist wounds
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
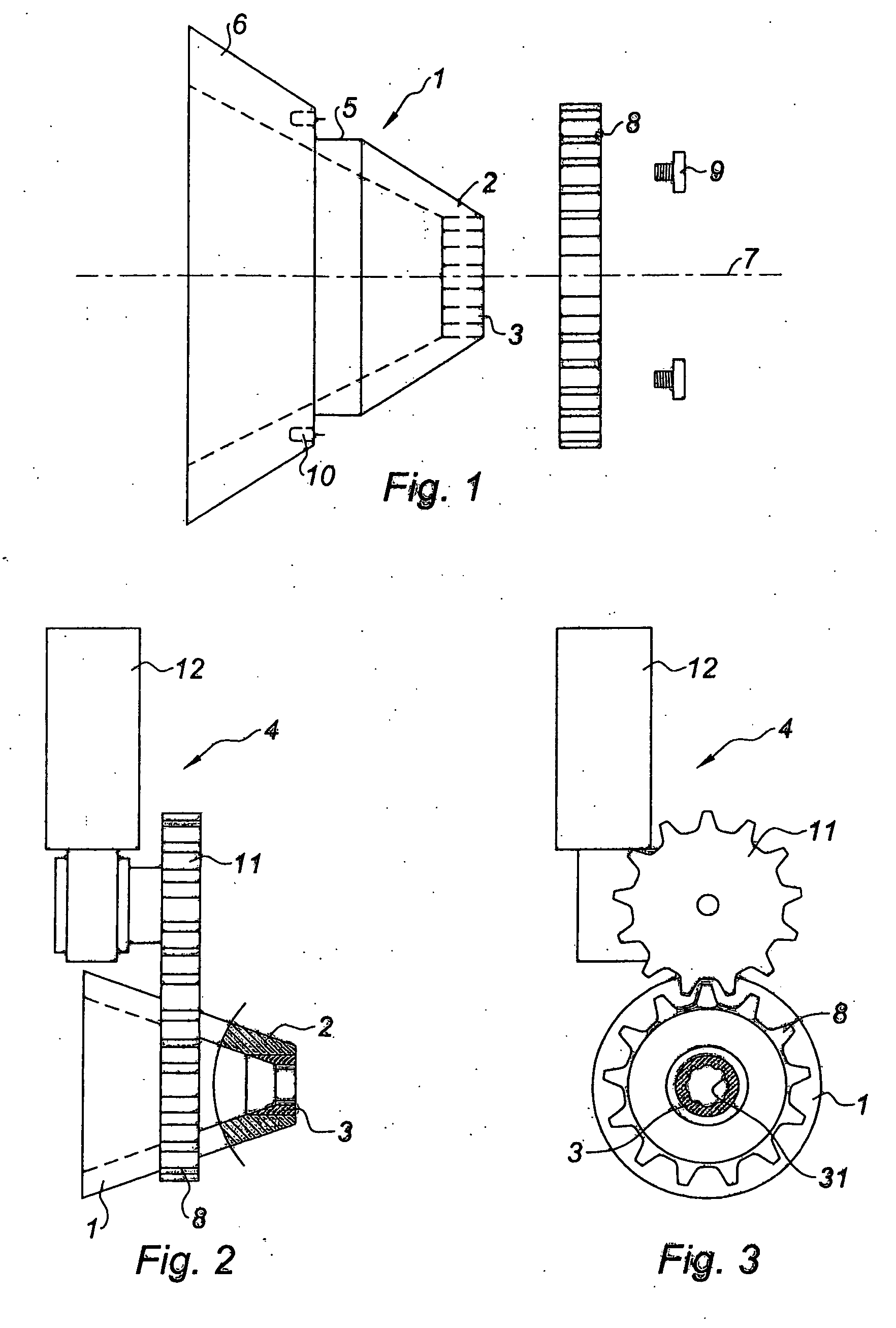
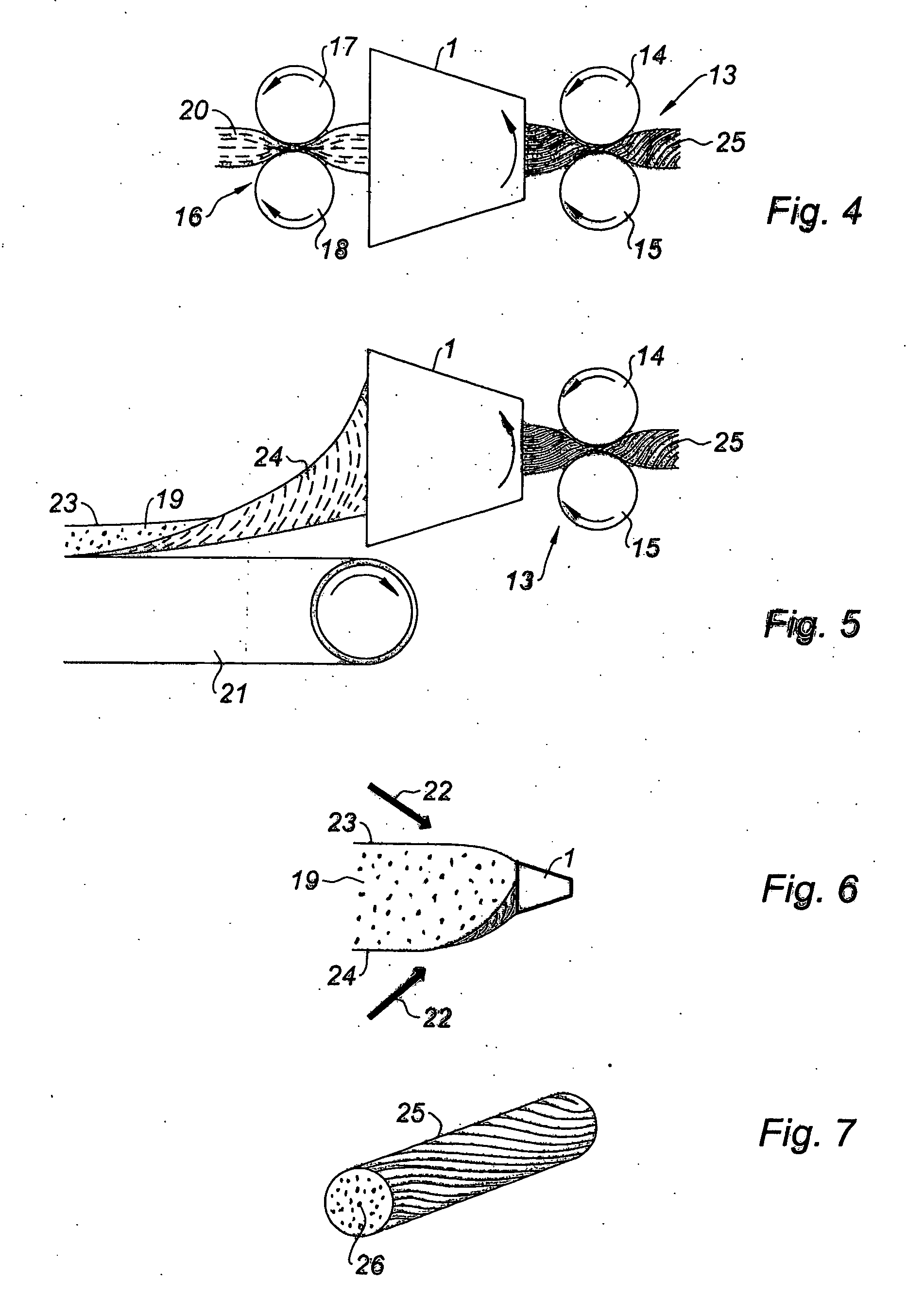
[0029] The equipment for twisting the fibres will now be described with reference to FIGS. 1-5. As illustrated in FIG. 1, the equipment comprises a bowl 1, which drives the fibres in rotation, and which can also be referred to as a funnel, of conical shape, made of plastic or of metal, having a twisting die 3 in its narrowed downstream part 2. The whole arrangement can be referred to as a whistle. The bowl 1 can be driven in rotation by a gear mechanism 4, as shown in FIG. 2.
[0030] An annular shoulder 5 is formed in the wall 6 of the bowl 1, overall in a transverse plane perpendicular to the axis 7 of the bowl 1, in order to receive the driven pinion 8 of the gear mechanism 4. The driven pinion 8 is fixed by screws 9 which are screwed into orifices 10 in the wall 6 of the bowl 1. The driven pinion 8 meshes with a driving pinion 11, itself driven by a motor 12, so as to form a wheel gear 8, 11.
[0031] In some embodiments, in place of the wheel gear 8, 11, a drive belt is mounted aro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



