

Method for heat treating a rolling stock made of a heat-treatable aluminum alloy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
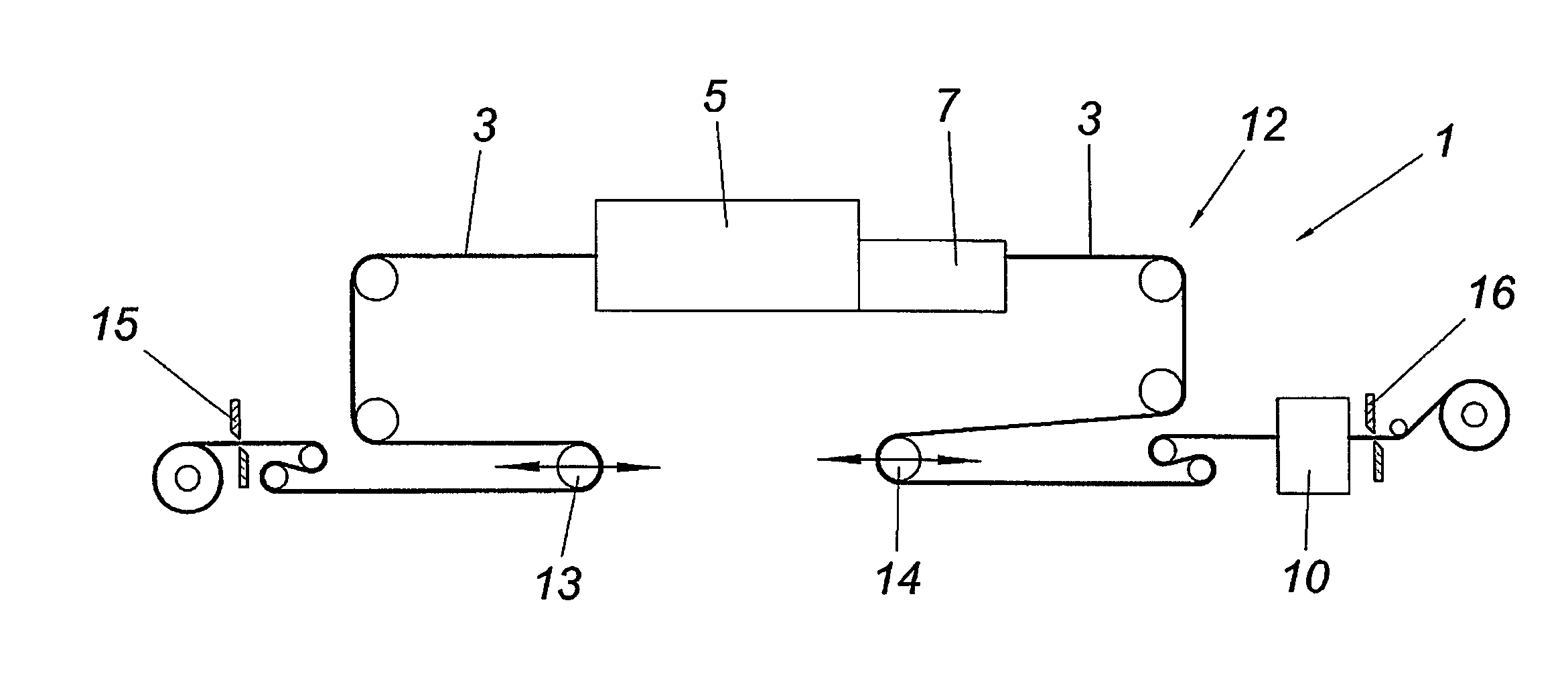
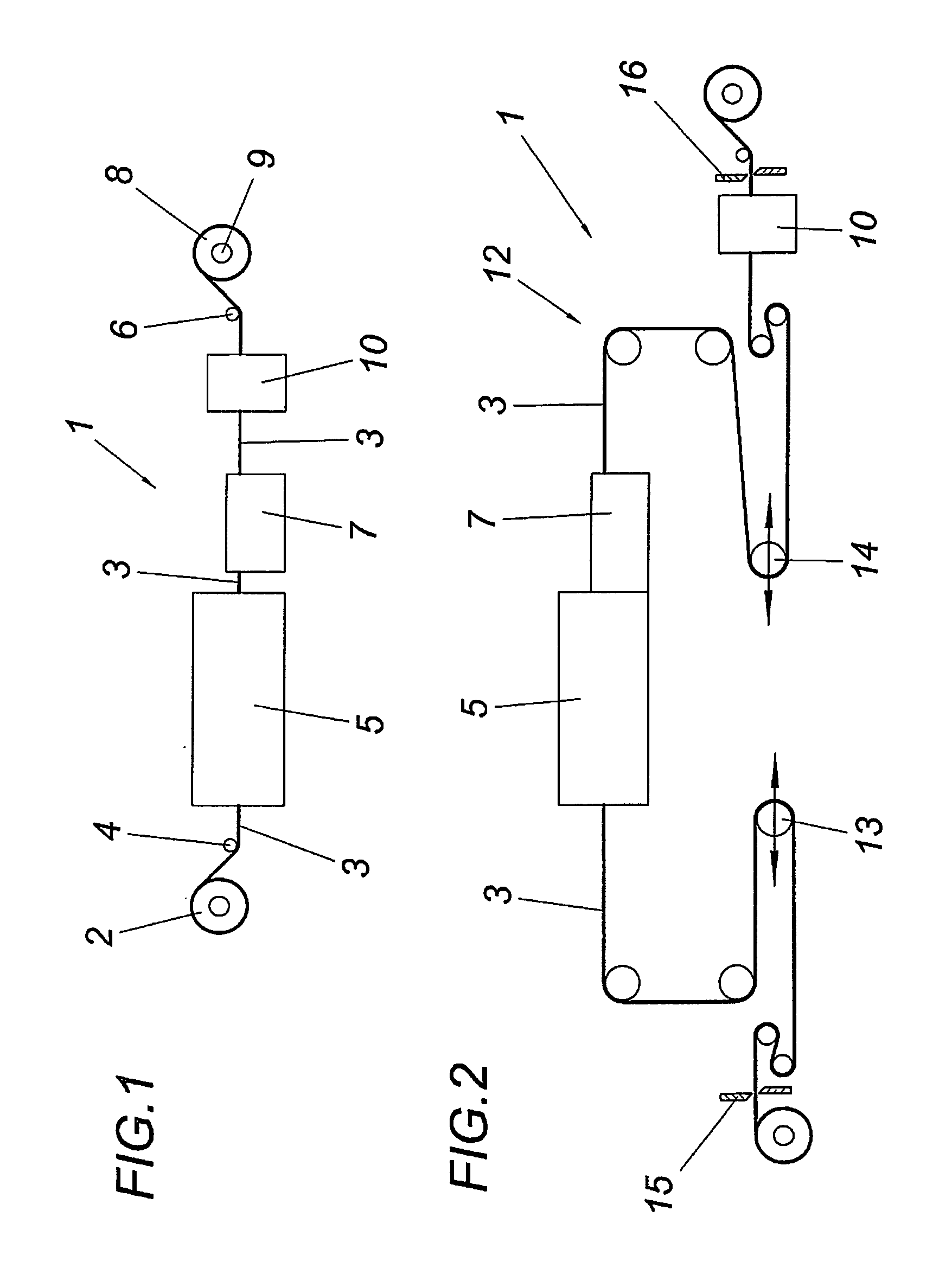
[0025]The method in accordance with the invention will be explained by reference to the apparatus 1 as shown in FIG. 1 by way of an example. In accordance with apparatus 1, a rolling stock 3, especially a strip, made of an age-hardenable aluminium alloy is rolled up into a coil 2, which rolling stock 3 is guided or pulled through a continuous strip furnace 5 via a deflection roller 4 for solution annealing as a first process step. Appropriate temperatures of solution annealing lie between 450 and 570 degrees Celsius. The rolling stock 3 then passes through a quenching apparatus 7 for quenching as a second method step, with which the rolling stock 3 is cooled off, preferably to room temperature. After the cooling of the rolling stock 3, the rolling stock 3 is rolled up into a coil 8 again via a deflection roller 6 and is subjected to hot exposure as the last method step in the heat treatment for age hardening. The hot exposure temperatures and times must be adjusted to the respective...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More