

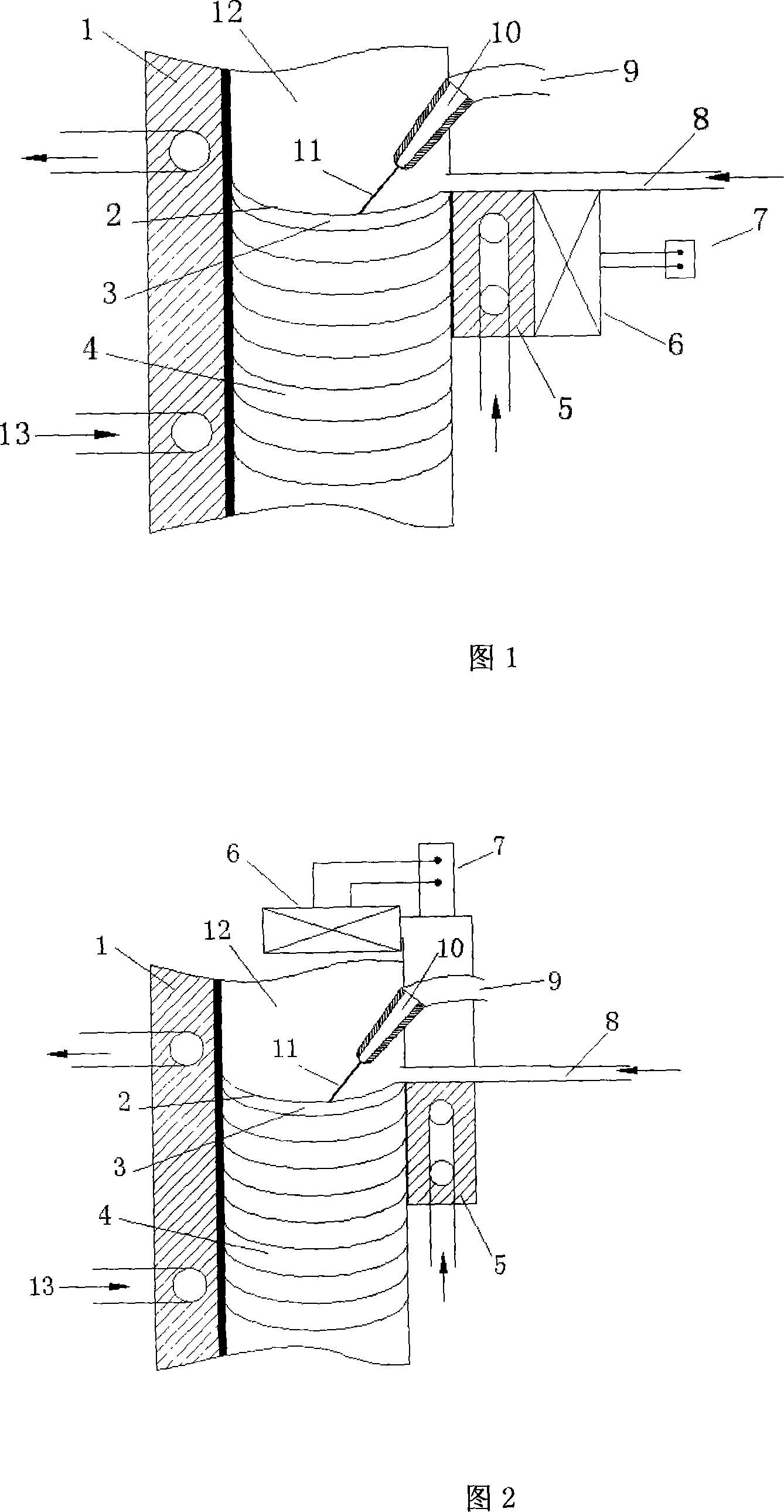
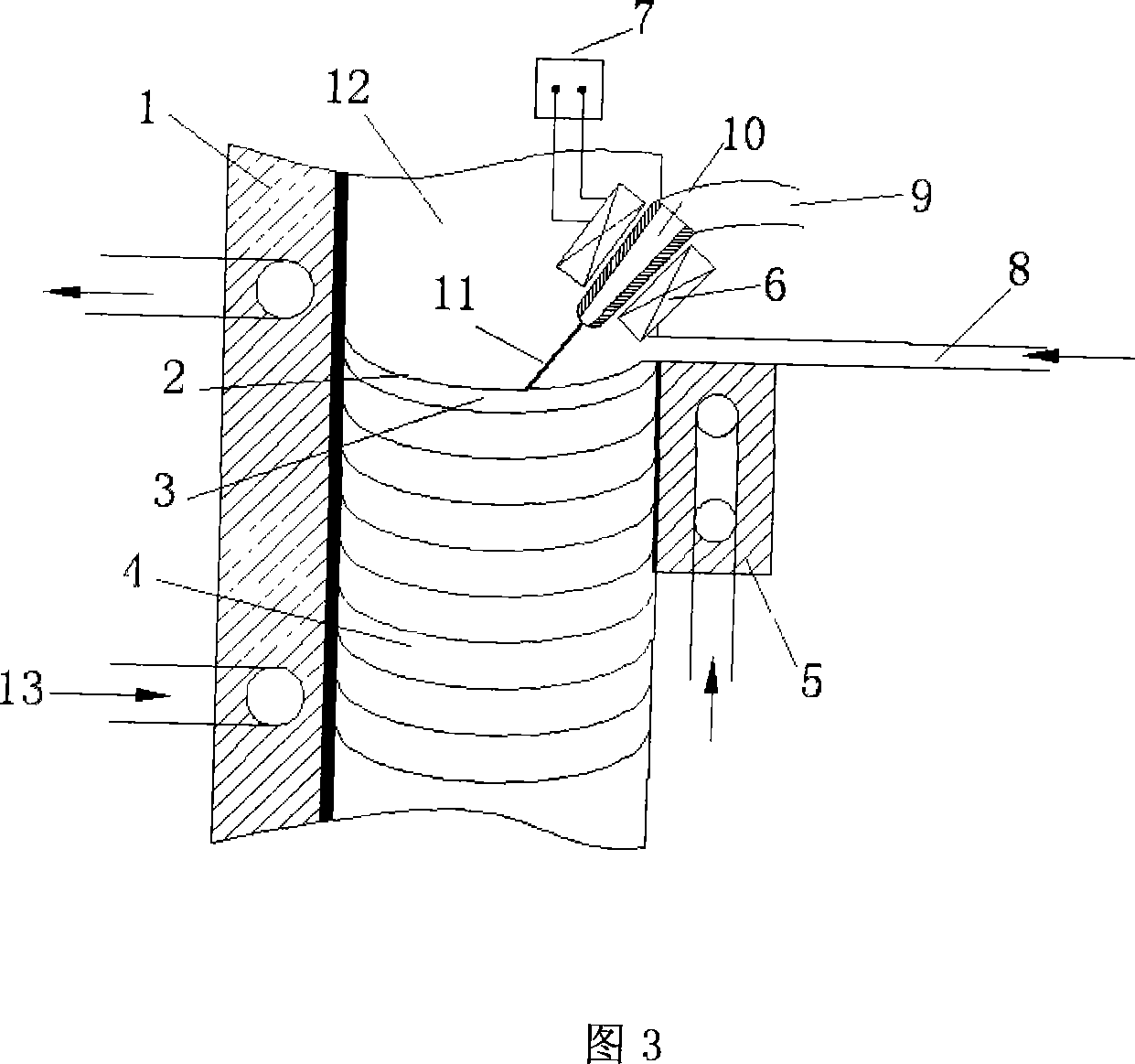
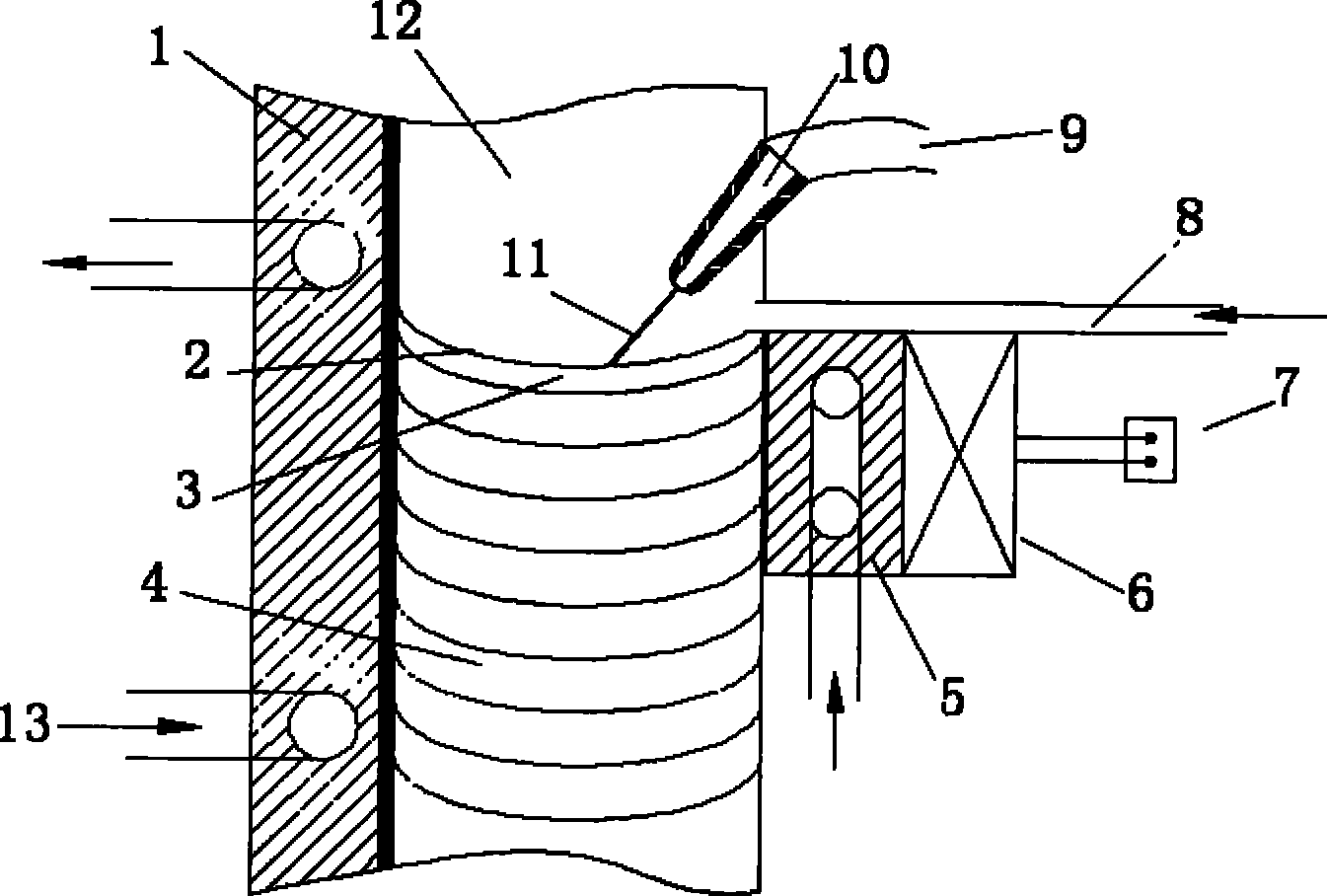
Electromagnetic control electro-gas welding method and equipment thereof
A gas-electric vertical welding and electromagnetic control technology, applied in arc welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of increasing welding costs and welding procedures, difficulty in ensuring welding quality, and inability to install water-cooling pads, etc., to achieve Reduced chemical inhomogeneity, reduced welding defects, enhanced controllability and flexibility
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment
[0043] By adopting the method and equipment of the present invention, the following welding process specifications can be selected:
[0044] Material grade /
Thickness (mm)
Welding current
(A)
welding speed
(cm / min)
Excitation current
(A)
Excitation frequency
(Hz)
Wire diameter
(mm)
Q235 / 12
200~480
50~80
35~45
1~15
0.8~1.6
20G / 24
300~520
12~32
30~50
7~22
1.6~2.0
16Mn / 32
380~420
6~12
20~38
8~50
1.2~2.4
Q235 / 45
460~640
4~10
12~26
4~16
3~6
Q235 / 60
600~720
2~8
10~18
9~30
2~4
Q235 / 80
800~1000
1~6
6~14
3~25
1.2~3.2
[0045] When determining the welding specification, the reasonable matching between the form of the welded component and the welding process parameters should be considered ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More