

Method of grinding and processing gear wheel
A processing method and gear grinding technology, applied to hardened tooth surfaces, can solve the problems of restricting the precision of spiral bevel gears, high cost of grinding teeth, and lack of finishing process, so as to reduce the degree of unevenness of roughness and abrasive grain scratches, Effect of increasing cutting length and efficiency and improving surface integrity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
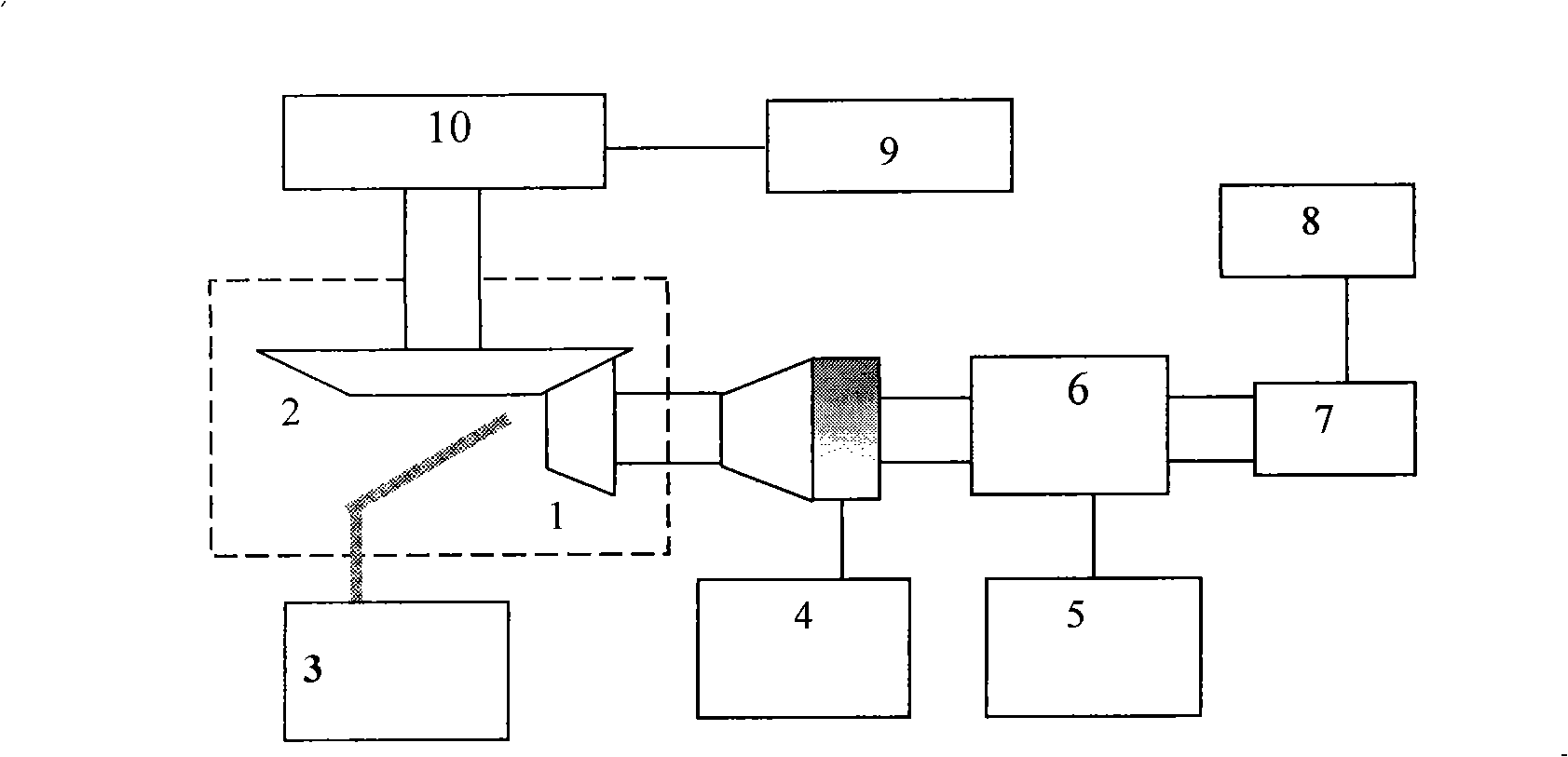
Method used
Image

Examples
Embodiment 1
[0037] Example 1: Ultrasonic grinding of spiral bevel gears (1)
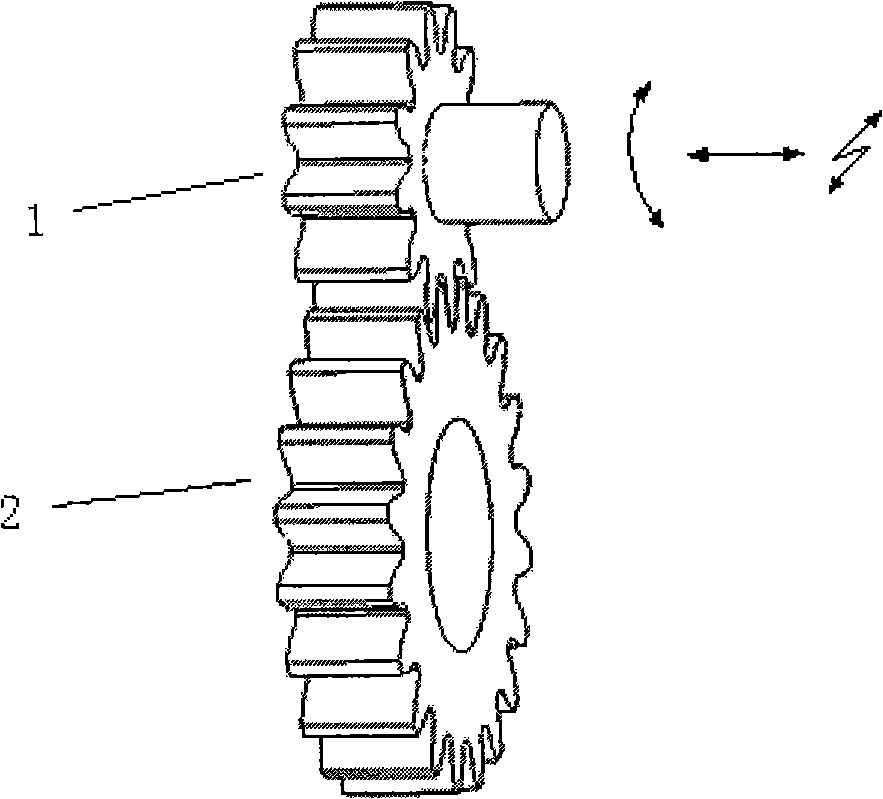
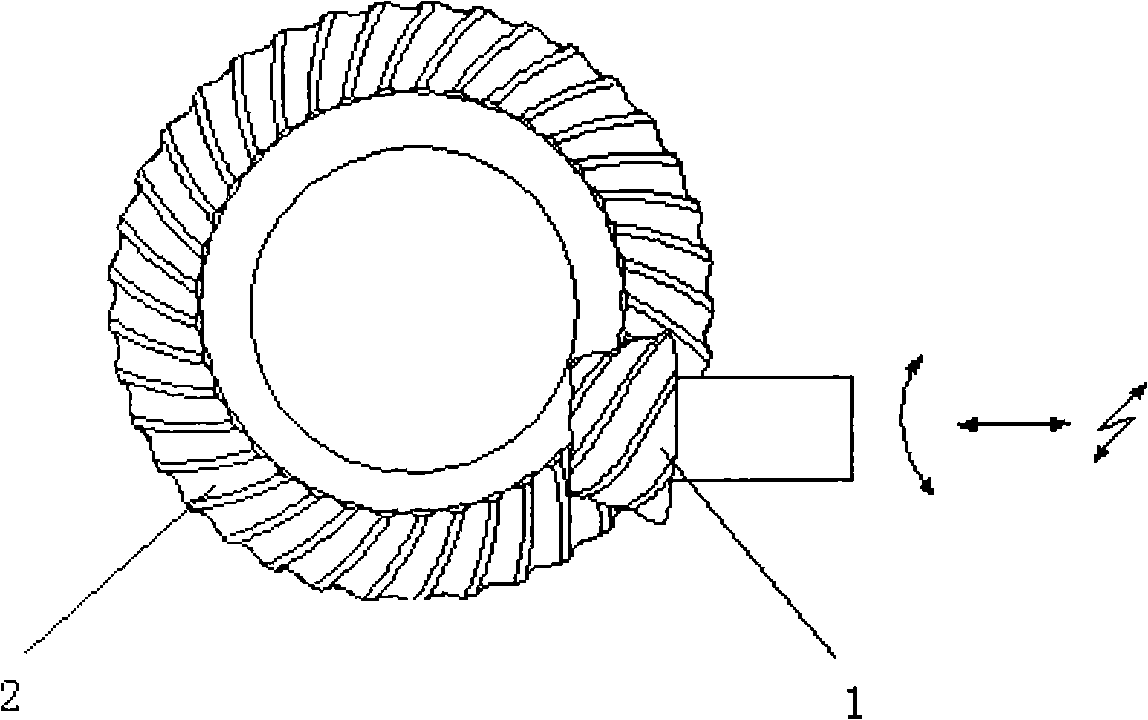
[0038] Select two pairs of steel spiral bevel gears, as attached Figure 1 As shown, the modulus is 1.25mm, the gear ratio is 17 / 44, the tooth surface hardness of the large wheel is 48HRc, and that of the small wheel is 50HRc.
[0039] The abrasive is mixed with water and white corundum, the concentration is 25%, and the supply rate is 65.3mL / s. Choose W40# white corundum
[0040] The frequency f=19kHz of the ultrasonic tooth grinding, because the gear to be ground is relatively small, the amplitude of the small end face of the small wheel is adjusted to A1=8μm.
[0041] The rotational speed of the driving gear during processing is 600r / min, the braking torque applied to the driven gear is 0.2Nm, and the grinding time is 2min. According to the weight loss of the gears before and after grinding, the material removal rate was measured to be 87.3mg / min.
Embodiment 2
[0042] Example 2: Ultrasonic grinding of spiral bevel gears (2)
[0043] Select two pairs of steel spiral bevel gears, and the gear parameters are the same as in Example 1.
[0044] The abrasive is mixed with water and white corundum, the concentration is 20%, and the supply rate is 65.3mL / s. Choose W40# white corundum.
[0045] The frequency f=19kHz for ultrasonic tooth grinding, and the amplitude of the small end face of the small wheel is adjusted to A1=8μm.
[0046] The rotational speed of the driving gear during processing is 200r / min, the braking torque applied to the driven gear is 0.12Nm, and the grinding time is 2min. According to the weight loss of the gears before and after grinding, the material removal rate was measured to be 132.0mg / min.
Embodiment 3
[0047] Example 3: Ultrasonic Grinding of Spiral Bevel Gears (3)
[0048] Select two pairs of steel spiral bevel gears, and the gear parameters are the same as in Example 1.
[0049] The abrasive is made by mixing water and W40# white corundum, the concentration is 20%, and the supply rate is 65.3mL / s.
[0050] The frequency f=19kHz for ultrasonic tooth grinding, and the amplitude of the small end face of the small wheel is adjusted to A1=8μm.
[0051]The rotational speed of the driving gear during processing is 400r / min, the braking torque applied to the driven gear is 2.0Nm, and the grinding time is 3min. According to the weight loss of the gears before and after grinding, the material removal rate was measured to be 65.0mg / min.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More