

Precision rolling process for heavy-caliber skew rolling reeling weldless steel tube
A seamless steel pipe and large-diameter technology, which is applied in metal rolling and other directions, can solve problems such as the limitation of uniform deformation, difficulty in biting, and the weight of large-diameter waste pipes, so as to save energy, increase metal yield, and achieve wall The effect of thickness precision improvement
Active Publication Date: 2010-11-10
BERIS ENG & RES CORP
View PDF0 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
However, due to the large diameter of the blank pipe, it is difficult to bite into it, resulting in limited deformation, easy rolling of low-temperature steel, and easy deformation of the head of the blank pipe.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment Construction
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Login to View More
Abstract
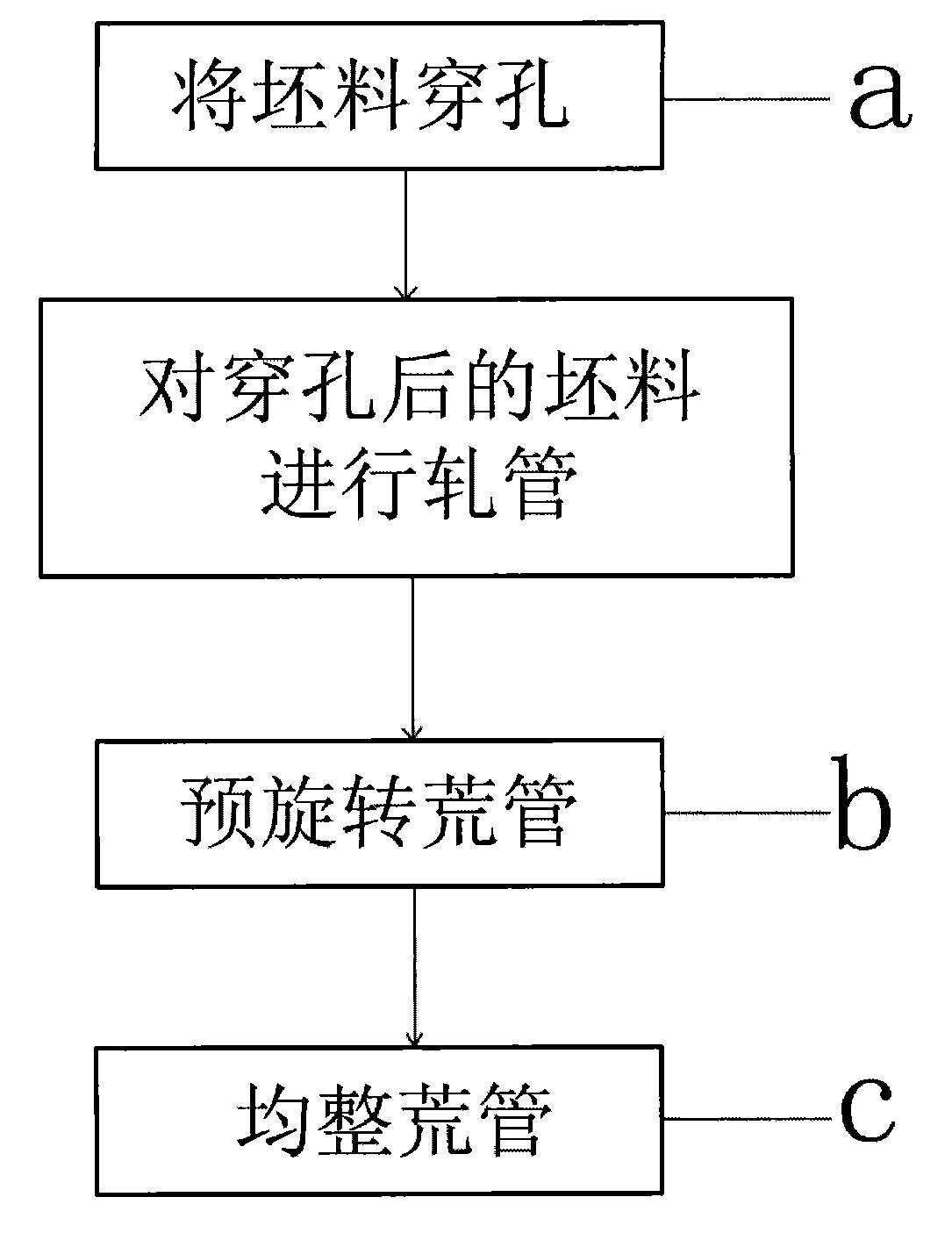
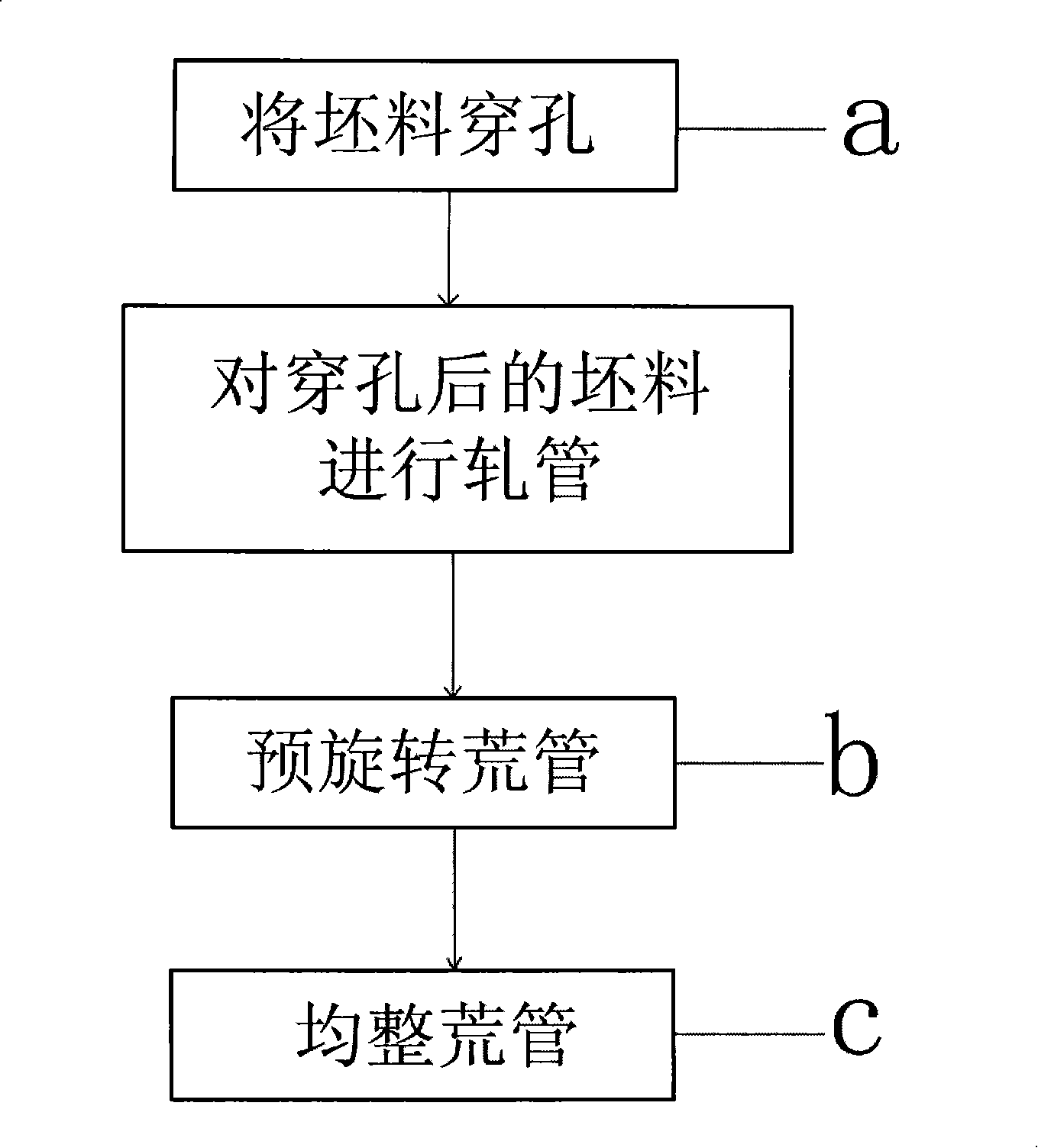
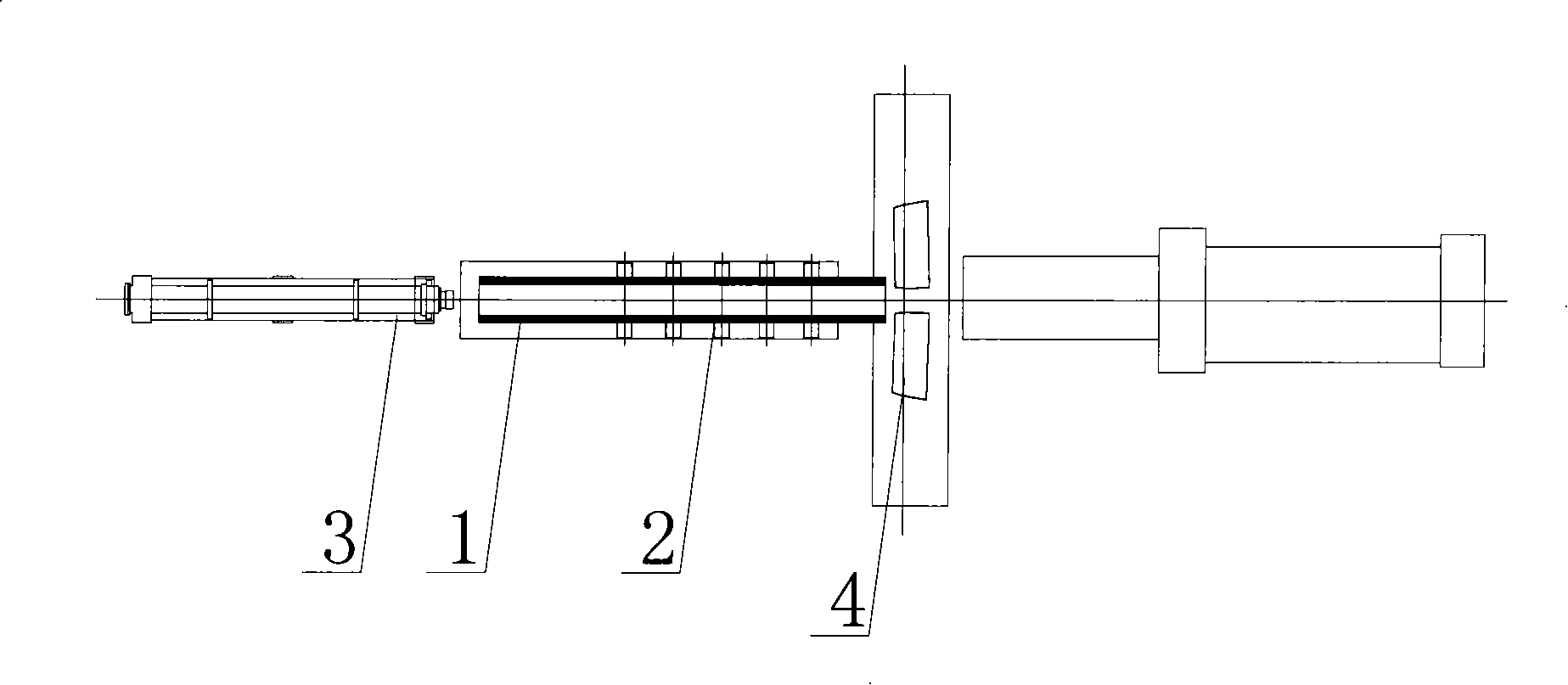
The invention provides a finish rolling technique for a large diameter skew rolling reeling seamless steel tube, and the technique is carried out under a temperature being higher than 900 DEG C. The finish rolling technique includes the following processes: a. a blank is perforated by a piercer; b. the blank after being perforated in the above process is subject to tube rolling by a tube mill to form a crude tube; c. the crude tube formed in the above process is evenly reeled by a reeling mill, wherein, between the process b and the process c, the process of pre-rotating the crude tube is carried out, and in the process, the crude tube is pre-rotated at a speed lower than a rolling speed by a pre-rotating device, thus leading the crude tube to move toward the direction of the reeling millwhile pre-rotating, and meanwhile, the crude tube is pushed into the reeling mill by a pushing device; thus perfectly solving the rolling process of crude tube biting, fully exerting reeling function, raising the wall thickness accuracy to minus or plus 1-3 percent, saving 5 percent of energy; and increasing metal yield by 2 percent.
Description
A Finish Rolling Process for Large-diameter Cross-rolled Uniform Seamless Steel Tubes technical field The invention relates to a process technology for producing seamless steel pipes by hot rolling, in particular to a finish rolling process for large-diameter cross-rolled uniform seamless steel pipes. Background technique The traditional finishing rolling process of large-diameter cross-rolling and leveling seamless steel pipes is to feed the blank pipes after perforation and rolling into the leveling machine directly with a pusher under the premise of ensuring 900 °C. However, due to the heavy weight of the large-caliber blank pipe, it is difficult to bite into it, resulting in fatal defects such as limited deformation, easy rolling of low-temperature steel, and easy deformation of the blank pipe head. Contents of the invention The purpose of the present invention is to overcome the deficiencies and defects of the above-mentioned prior art, and provide a finishing roll...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityPatents(China)
IPC IPC(8): B21B19/00B21B19/04B21B19/10
Inventor李元德朱燕玉王文兴赵鲁民吴忠军
OwnerBERIS ENG & RES CORP