Cold-forging precise forming technique of gear sleeve
A technology of precision forming and gear sleeves, which is applied in the cold forging precision forming process of gear sleeves and the field of cold forging precision forming technology of gear sleeves. It can solve the problems of long gear sleeve forming process, low product qualification rate, and poor forming efficiency. Shorten the processing process, improve the overall quality, and reduce the effect of metal flow resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
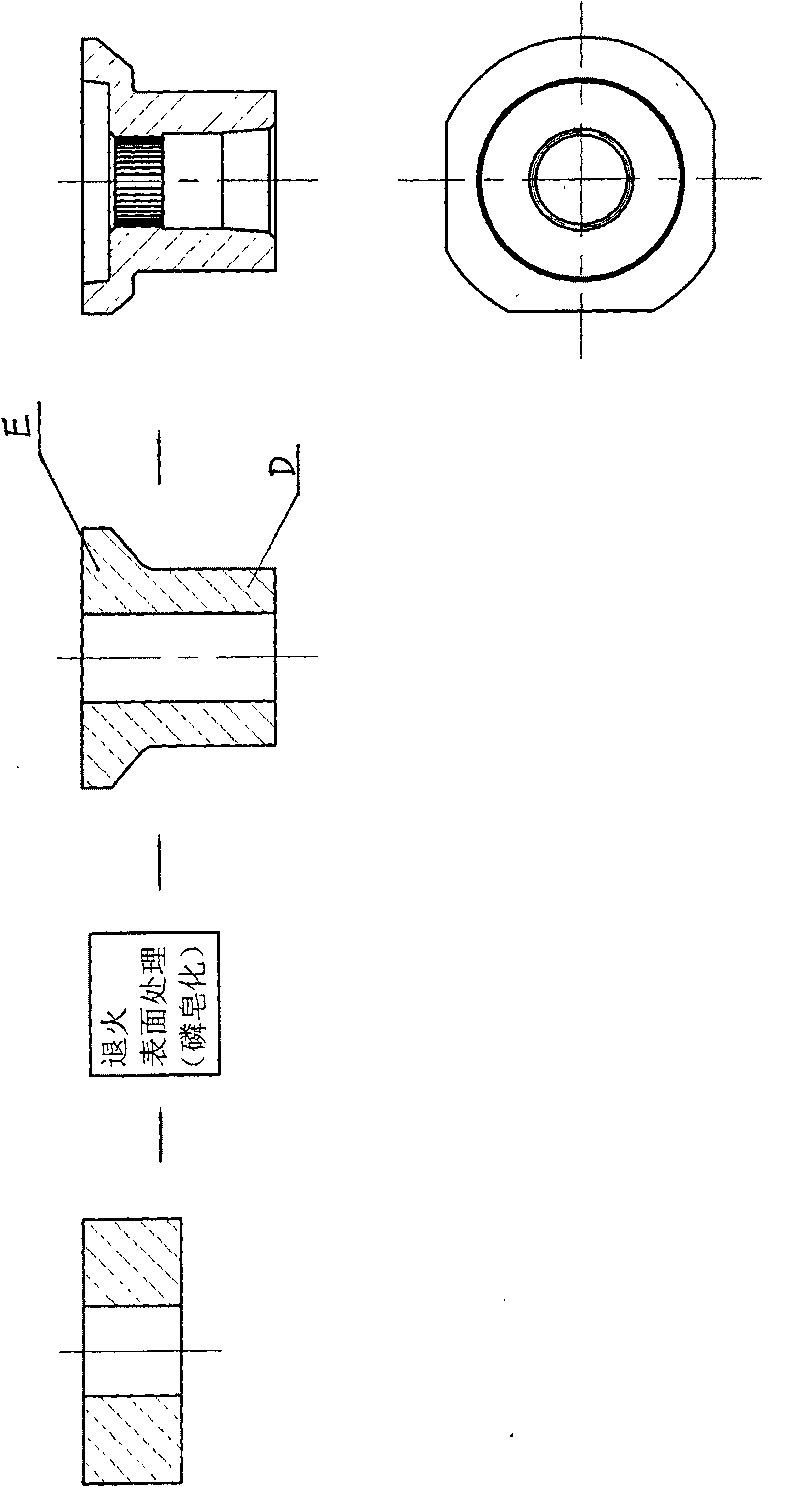
[0022] Such as image 3 As shown, it is the cold forging process flow chart, and the cold forging precision forming process of a tooth sleeve is:
[0023] The first step is to blank the alloy steel pipe billet with a circular saw machine, and the weight error between the blank blank and the gear sleeve is ±0.5 grams;
[0024] The second step is to anneal the blanking of the steel pipe billet in a well-type furnace at 850 ° C for 6 hours, and cool it to 300 ° C with the furnace;
[0025] The third step is to use the phosphorus saponification line to carry out phosphating and saponification treatment on the blanking of the annealed steel pipe billet according to the conventional process to form a surface lubricating layer. The phosphating temperature is 80°C and the time is 20 minutes; the saponification temperature is 60°C. The time is 10 minutes;
[0026] The fourth step is to use high-strength die steel to manufacture pre-forming dies and closed forging dies;
[0027] The ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More