

Welding method of thermonuclear reactor experiment cladding modular unit assembly
An experimental cladding module and component assembly technology, applied in welding equipment, laser welding equipment, electron beam welding equipment, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
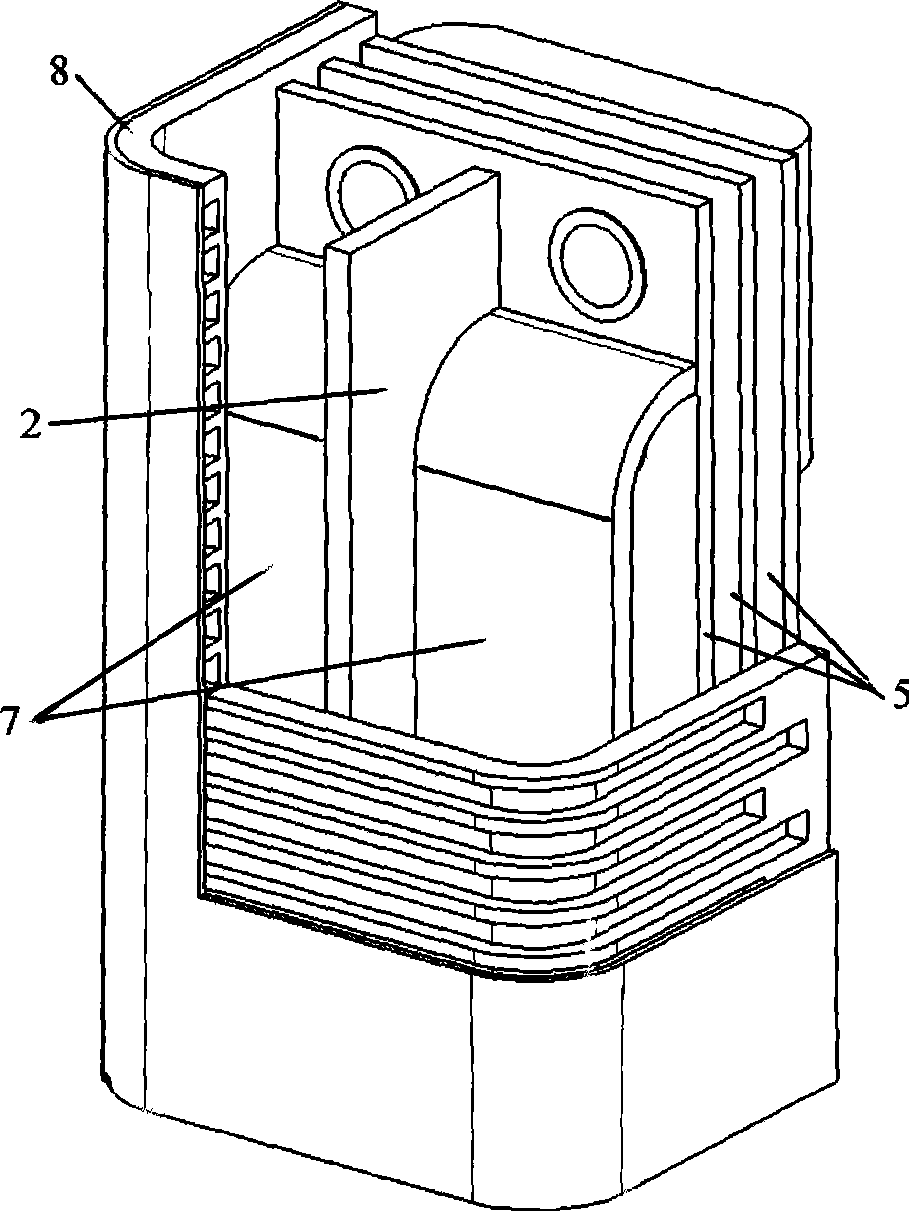
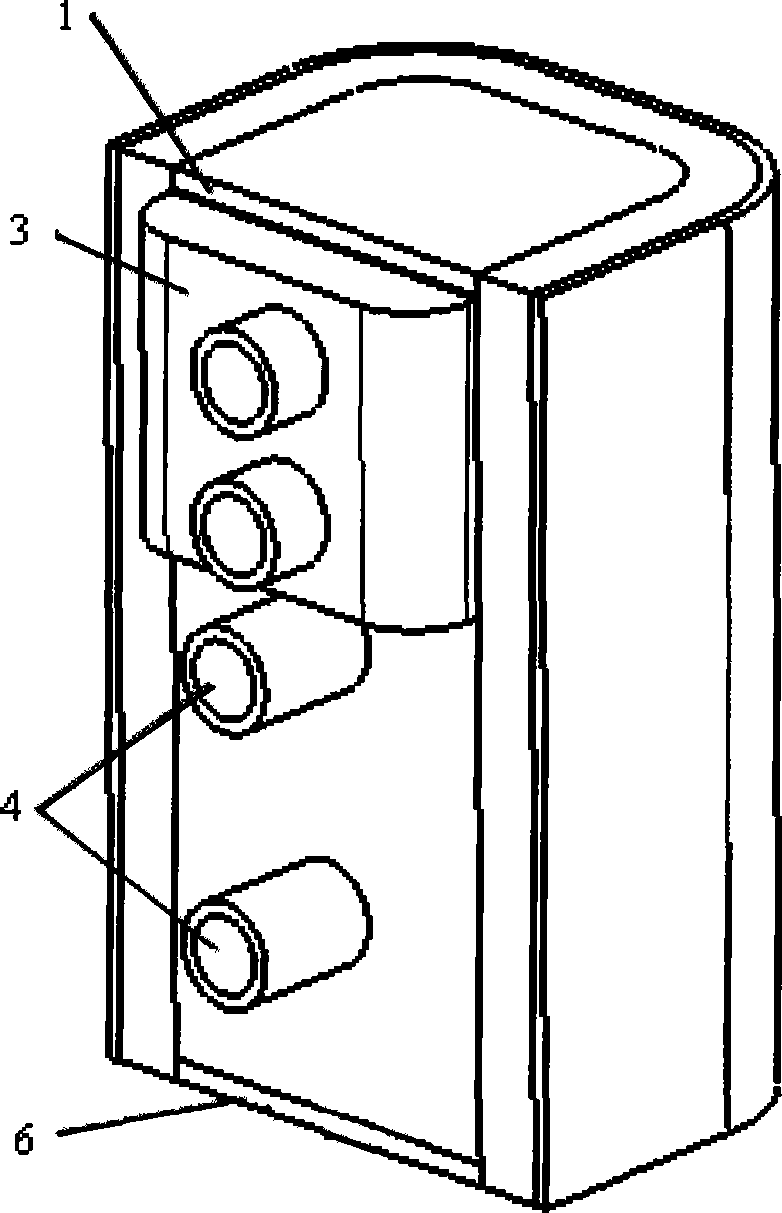
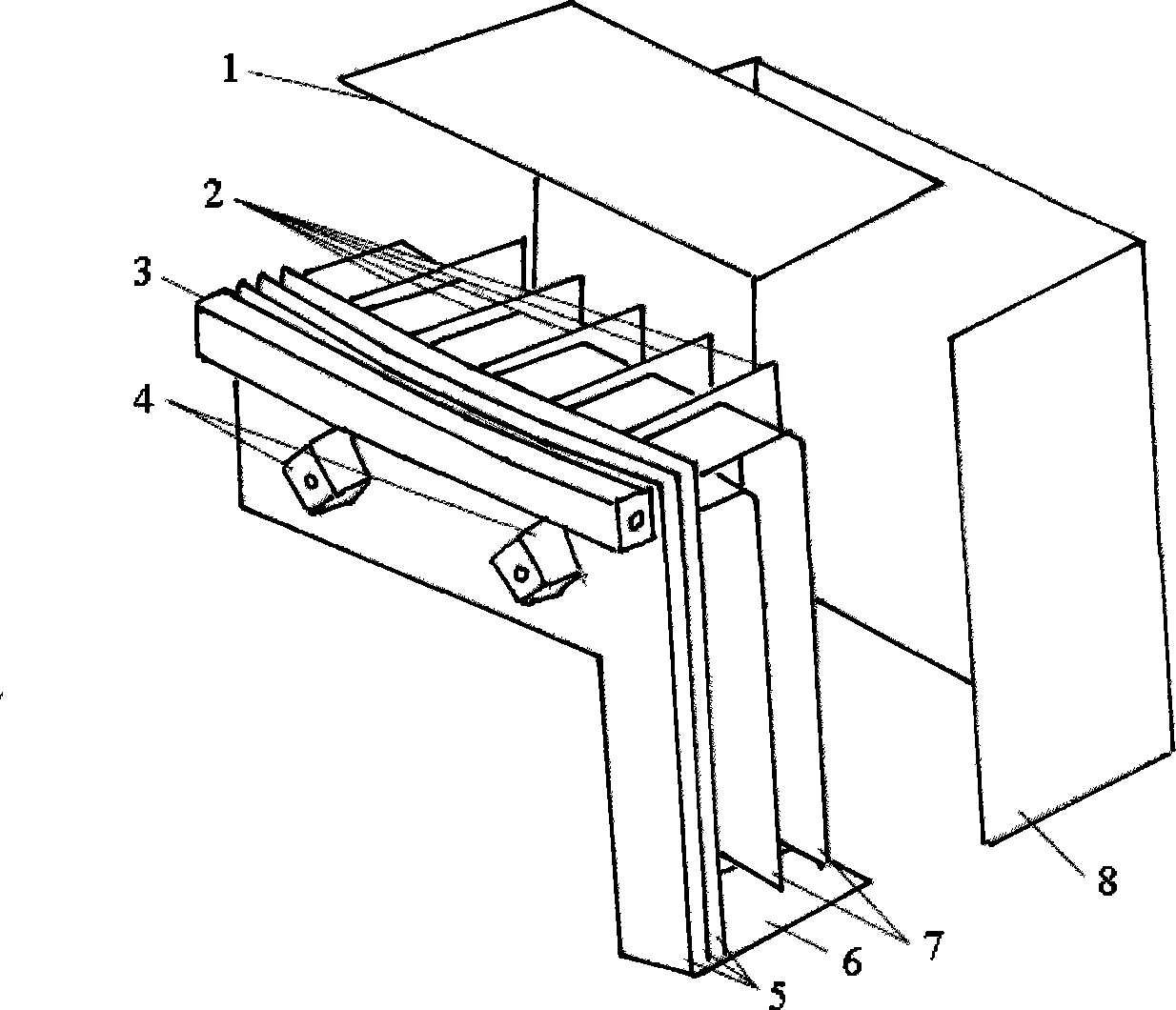
[0017] The welding method for assembling the fusion reactor experimental cladding module components includes the following steps in turn: a. welding the radial pole separator to the first wall; b. welding the ring pole in the area formed by the radial pole separator and the first wall Partition plate; c. Weld the upper cover plate and the lower cover plate to the first wall; d. Weld the back plate sequentially from the inside to the outside, and weld the branch pipes sequentially; e. Finally, weld the distribution / receiving box to the outermost back board. In this example laser welding is used.
[0018] The welding object in steps a and b is 10mm thick low-activation ferrite / martensitic steel; the welding parameters required for welding are: power 3-6kW; focus position 0-2mm; welding speed 0.3-2m / min, the protective gas is argon, and the flow rate of the protective gas is 1-101 / min.
[0019] The welding object in steps c and d is 5-35mm thick low-activation ferrite / martensi...
example 2
[0022] The welding method for assembling the fusion reactor experimental cladding module components includes the following steps in turn: a. welding the radial pole separator to the first wall; b. welding the ring pole in the area formed by the radial pole separator and the first wall Partition plate; c. Weld the upper cover plate and the lower cover plate to the first wall; d. Weld the back plate sequentially from the inside to the outside, and weld the branch pipes sequentially; e. Finally, weld the distribution / receiving box to the outermost back board. In this example electron beam welding is used.
[0023] The welding object in steps a and b is 10mm thick low-activation ferrite / martensitic steel; the welding parameters required for welding are: acceleration voltage is 55-60kV; electron beam current is 20-90mA; focusing current is 650-800mA ; Working distance is 140~200mm; welding speed is 10~14mm / s; vacuum degree is 5×10 -2 ~5×10 -3 Pa.
[0024] The welding object in ...
example 3
[0027] The welding method for assembling the fusion reactor experimental cladding module components includes the following steps in turn: a. Welding a radial pole separator to the first wall; b. After step a is completed, it is composed of the radial pole separator and the first wall 2 areas, weld 1 ring pole separator in each area, weld 2 ring pole separators in total; d, weld 3 back plates sequentially from inside to outside, and weld branch pipes in sequence. Other conditions and steps are the same as Example 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More