

Method for controlling asymmetric transverses shifting plate shape of asymmetric bending roller of HC rolling mill
A technology of strip shape control and asymmetric rolling, which is applied in the direction of contour control, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0108] Below further describe the present invention by means of embodiment and accompanying drawing:
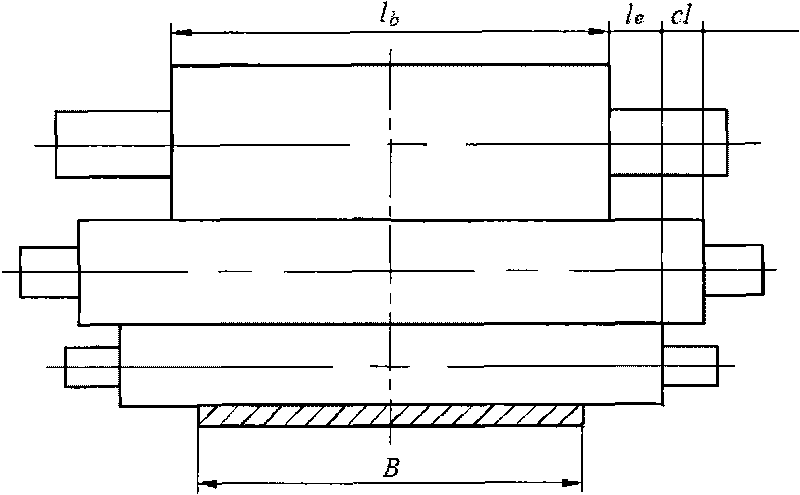
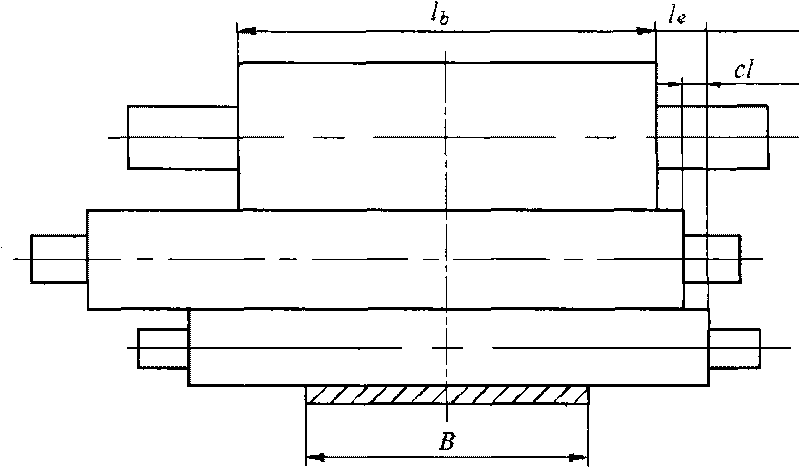
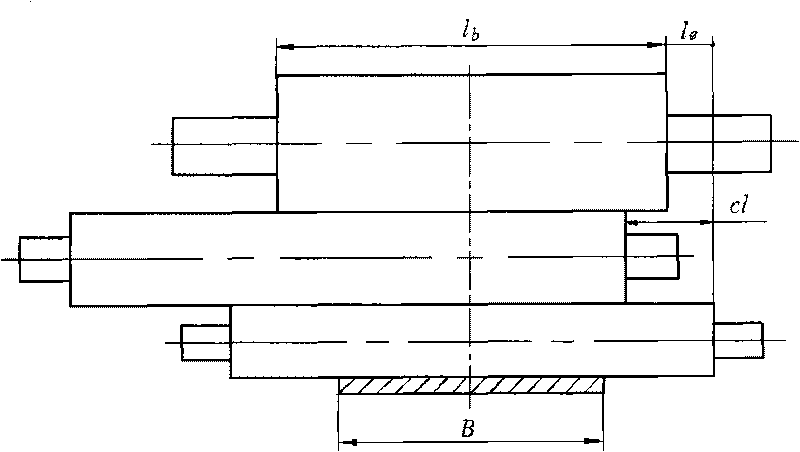
[0109] The solution process of adopting the method of the present invention to optimize the design of certain six-high HC rolling mill asymmetrical bending roll asymmetrical traversing strip shape control method is provided below, as figure 2 shown.
[0110] e1) Collection of equipment and process parameters of HC rolling mill and strip steel include: roll body length l of backup rolls, intermediate rolls and work rolls b =850mm, l m =920mm and l w =900mm and roll diameter D b =850mm, D m = 340mm and D w =270mm, distance A between the drive side of the back-up roller and the pressure cylinder on the operation side 3 =1150mm, center distance L between back-up rolls, intermediate rolls and work rolls, positive and negative bending rolls, driving side and operating side bending roll hydraulic cylinders 3 =1410mm, L 2 =1180mm and L 1 =1020mm, Bending force F of work rol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More