

Method of forming car steering knuckle forging die cavity
A forming method and steering knuckle technology, which are used in forging/pressing/hammer devices, forging/pressing/hammering machines, manufacturing tools, etc., can solve the problems of high scrapping ratio, large displacement force, and difficulty of forgings. Achieve the effect of improving the life of the die, balancing the dislocation force, and reducing the failure rate of forgings
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
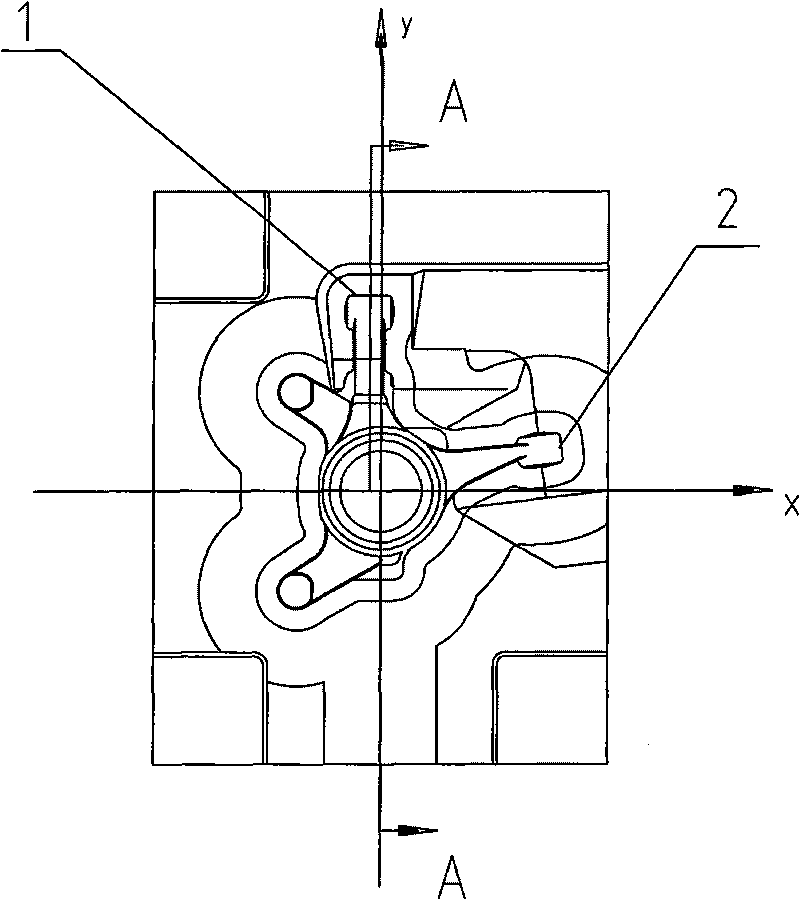
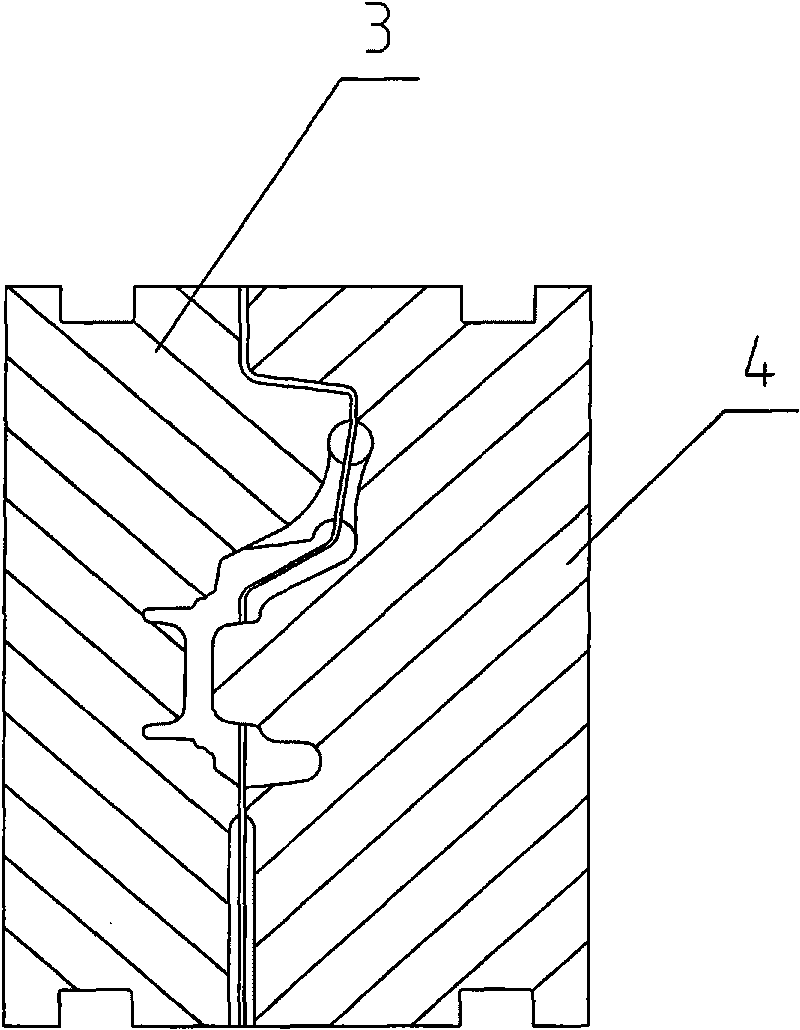
[0027] The car steering knuckle forging model cavity forming method of the present invention combines Figure 3 to Figure 10 The specific description is as follows: the method changes the step of blank extrusion molding into the step of metal direct filling, and changes the arrangement direction of the pre-forging and final forging mold cavities, so as to reduce the difficulty of forming and reduce the misalignment force.
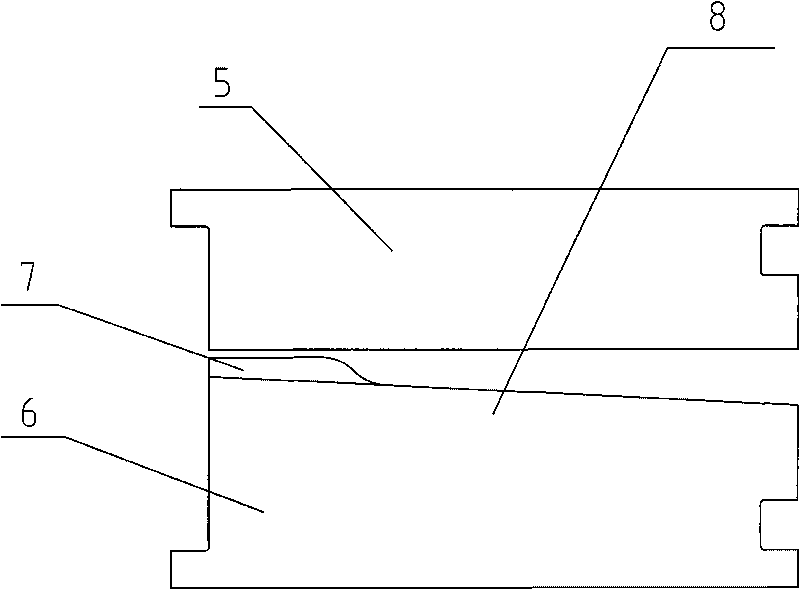
[0028] When implementing the present invention, the material is cut first, then the blank is heated to a high temperature of 1180-1250° C., and then placed on the splitting table 8 to press out the preliminary formed shoots. The splitting table 8 consists of an upper mold 5 and a lower mold. Die 6 is formed, and described lower die 6 is a working surface that is obliquely downward, and there is a small boss 7 at the end of this working surface that is obliquely upward. The shape and size of the splitting table are determined according to the projection of t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More