

Method for producing composite pellet for extrusion molding, and composite pellet for extrusion molding produced by the method
A composite granule and extrusion molding technology, which is applied in the field of the manufacture of composite granules for extrusion molding and the field of composite granules for extrusion molding produced by the method, and can solve problems such as inability to extrude molding.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach 1
[0263] The production test examples of composite pellets produced by the production method of the present invention and the production test examples of wooden molded articles (boards) using the composite pellets obtained by the production test examples are shown below.
[0264] 1. Manufacture test of composite particles
Embodiment approach 2
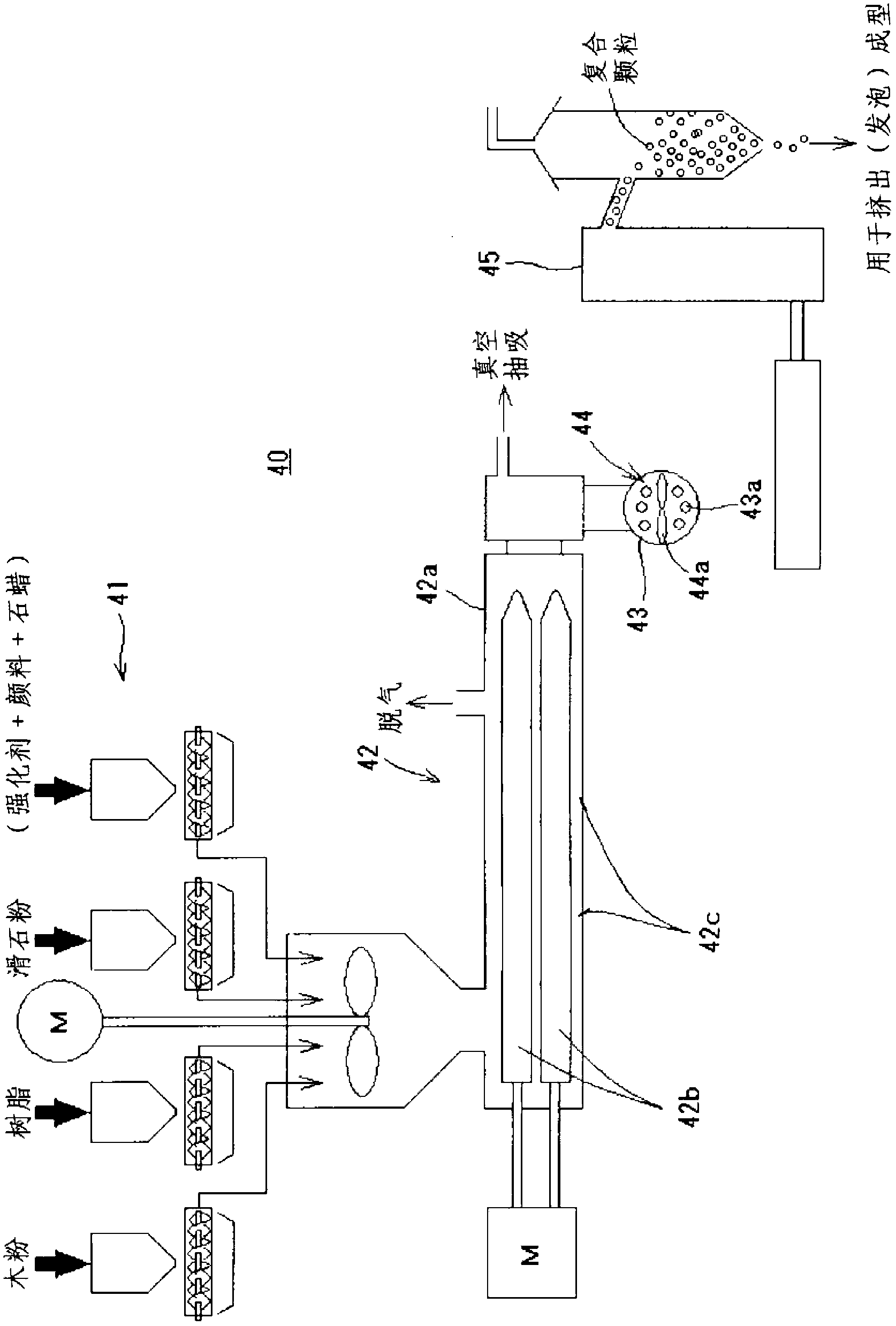
[0367] The production examples of the composite pellets of the present invention are described below, and the results of confirmation tests for confirming the feeding performance of the extruder and the performance of the screw entering the extruder are shown using the composite pellets obtained in the production test examples.
manufacture example
[0369] Composition of raw materials
[0370] Composite particles to which 12HOS-M is attached were produced using raw materials having compositions shown in Table 6 below.
[0371] [Table 6]
[0372] Composition of composite particles (before attaching 12HOS-M)
[0373] Element
Manufacturer and specifications, etc.
Mixing ratio (mass%)
PP
(Co., Ltd.) Prime Polymer "P102" homopolymer MI=1
19.92
PP
Sun Aroma Co., Ltd. "EM500A" homopolymer MI=3
9.96
Bottle Cap Recycling Granules
Dafeng Chemical Industry (PP / PE=7 / 3)
9.96
wood powder
Average particle size 150μm
44.92
Talc powder
Fuji Tarku Co., Ltd. average particle size 50μm
10.17
Strengthening agent (maleic acid modified PP)
Sanyo Chemical "ユ一メツス1010"
0.42
paint
Nikhiro Bitsukusu "PO-ET2782C"
2.54
Paraffin
Mitsui Hiwatsukusu "HW200P"
2.12
total
100.0
[...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Bulk density | aaaaa | aaaaa |
| Particle size | aaaaa | aaaaa |
| Density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More