

Process for producing composite molding
A technology of composite forming and manufacturing method, applied in the direction of coating, can solve the problems of long time, good composite forming products, increase auxiliary equipment, etc., and achieve the effect of short forming cycle and simple temperature control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
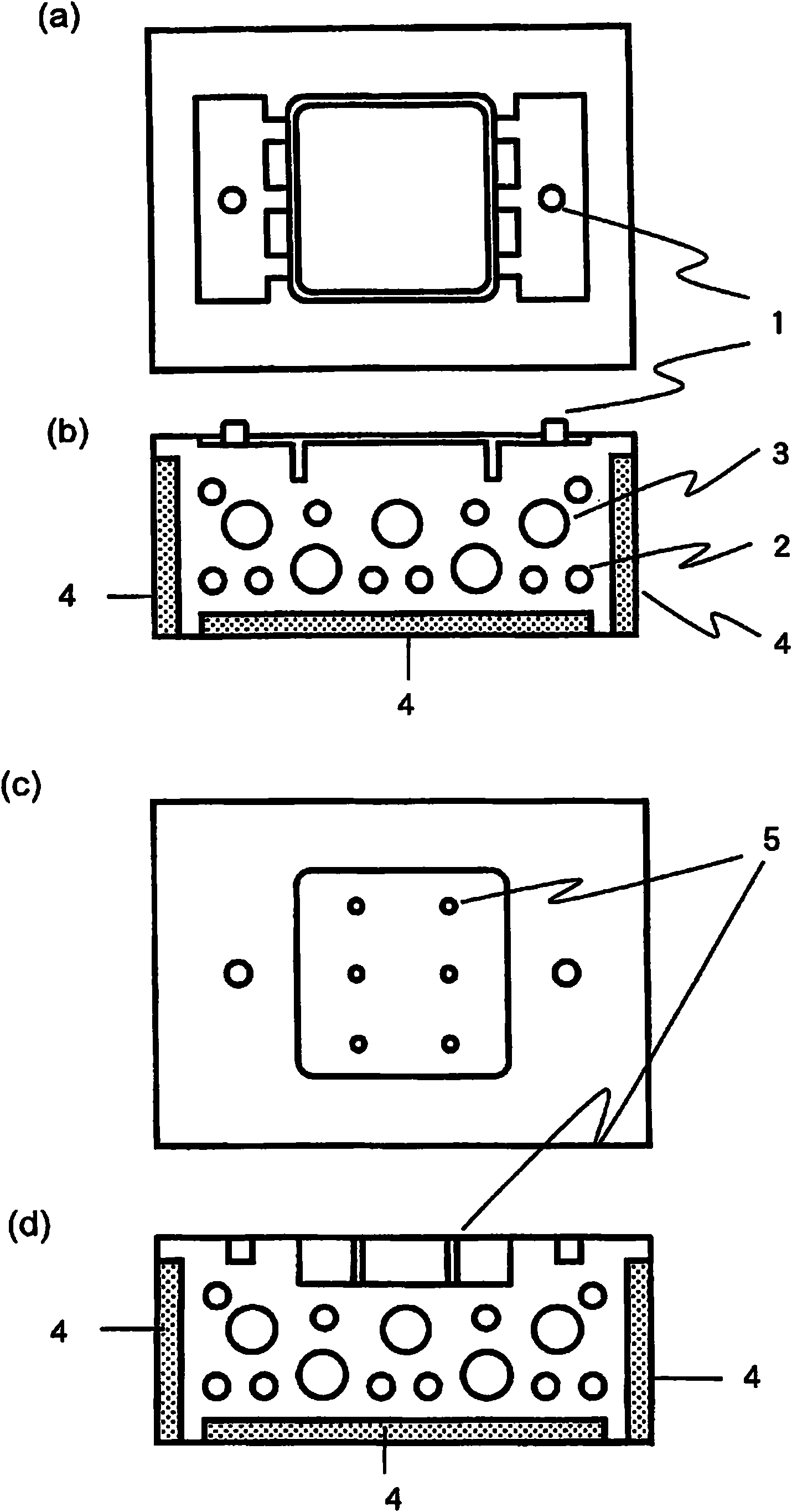
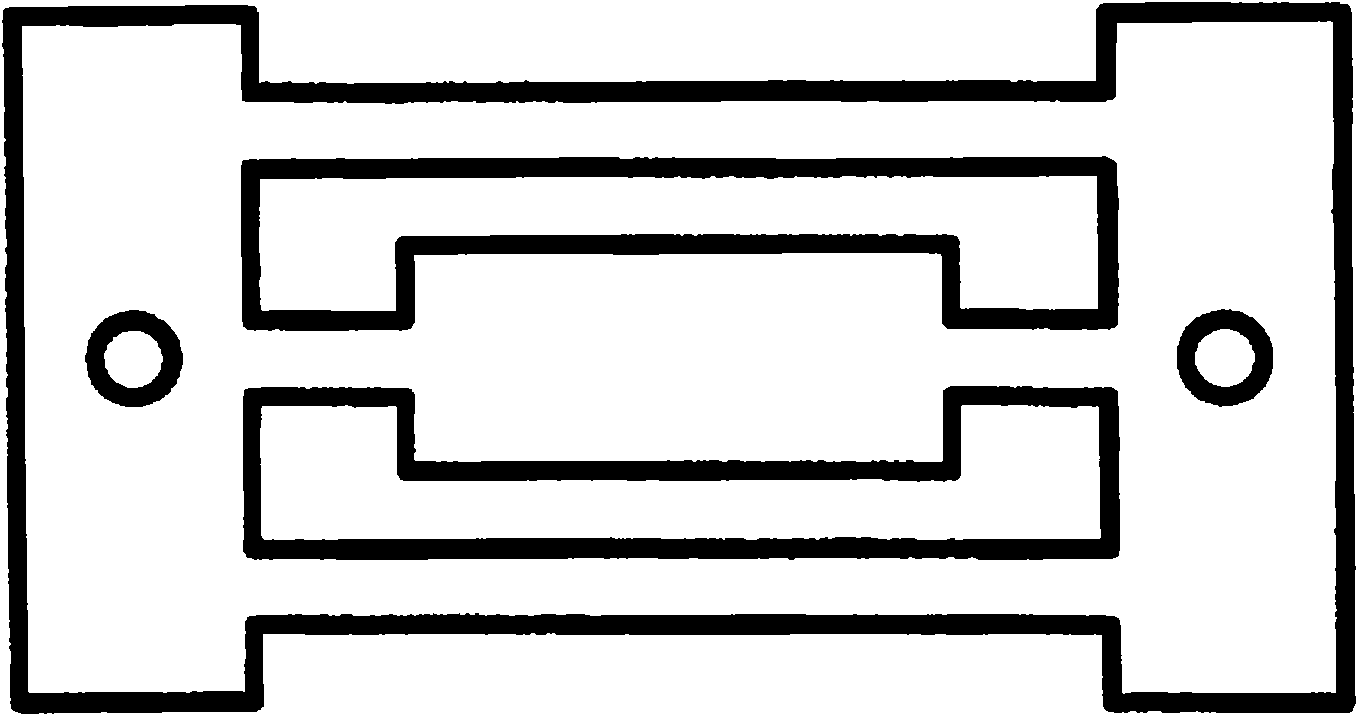
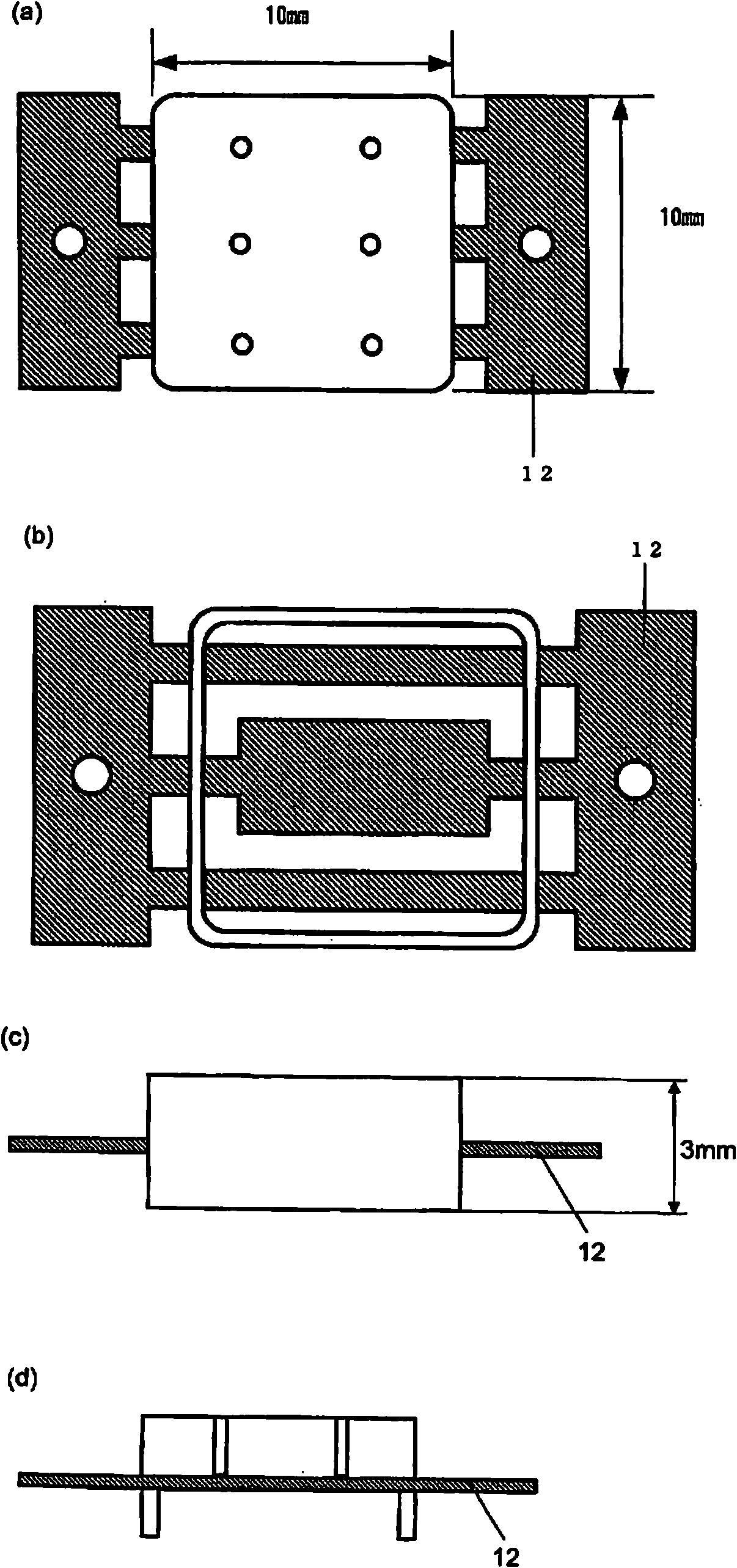
[0057] used by embedding with figure 1 Shown is a molding mold composed of a main mold of a core mold with a heating circuit and a cooling circuit. The main mold is used to control the linkage with the molding equipment. The temperature of the main mold is kept at 150°C. figure 2 Immediately after the shown metal parts were placed in the mandrel, the temperature of the mandrel was raised from 150°C to a predetermined temperature (245°C). It took 9.5 seconds to reach 245°C. Meanwhile, after closing the mold for molding, liquid crystal polymer was subjected to injection molding under the following conditions to obtain the following: image 3 Such composite molded products.
[0058] As the liquid crystal polymer, BEKUTORA A460 (melting point: 280° C.) manufactured by Polyplastics Co., Ltd. was used. In addition, the melting point was measured with a differential scanning calorimeter (DSC7 manufactured by PERKIN-ELMER) under a temperature increase condition of 20° C. / min.
[...
Embodiment 2
[0077] Molding and evaluation were performed in the same manner as in Example 1 except that BEKUTORA E473i (melting point: 330° C.) manufactured by Polyplastics Co., Ltd. was used as the liquid crystal polymer.
Embodiment 3
[0088] used by embedding with Figure 5 Shown is a molding mold composed of a main mold of a core mold with a heating circuit and a cooling circuit. The main mold is used to control the linkage with the molding equipment. The temperature of the main mold is kept at 150°C. Immediately after a metal plate with a thickness of 1 mm and 50 mm×50 mm was placed in the mandrel, the temperature of the mandrel was raised from 150° C. to a predetermined temperature (220° C.). It took 10.0 seconds to reach 220°C. Meanwhile, after closing the mold for molding, liquid crystal polymer was subjected to injection molding under the following conditions to obtain the following: Figure 6 Such composite molded products.
[0089] As the liquid crystal polymer, BEKUTORA A460 (melting point: 280° C.) manufactured by Polyplastics Co., Ltd. was used. In addition, the melting point was measured with a differential scanning calorimeter (DSC7 manufactured by PERKIN-ELMER) under a temperature increase ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| mean roughness | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More