

Electric spark induced controlled combustion and discharge machining corrosion removing method
An electrical discharge machining and electric spark technology, which is applied in the fields of EDM-induced controllable combustion and EDM erosion, can solve problems such as low EDM efficiency, and achieve the advantages of improving material erosion rate, increasing energy, and accelerating combustion erosion. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
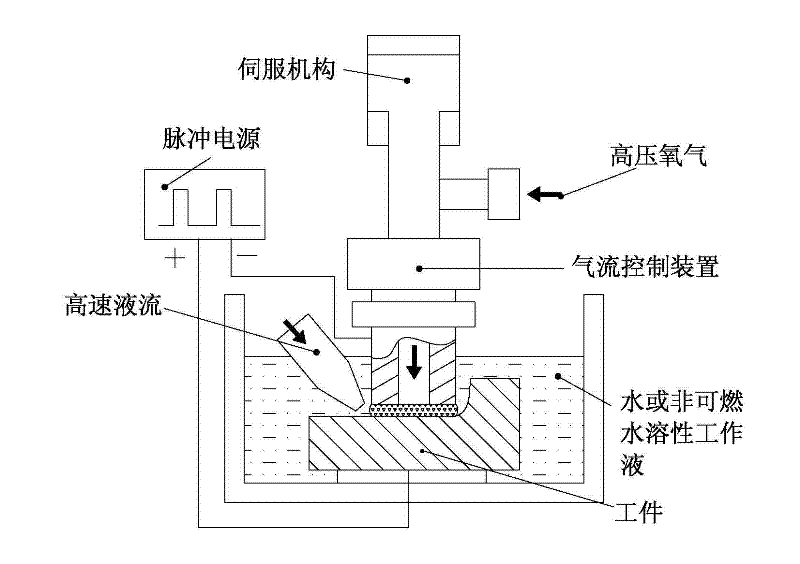
[0039] Such as figure 1 , 2 shown.
[0040] A kind of die steel Cr12 electric spark induces controllable combustion and electric discharge machining etch method, it comprises the following steps:
[0041] The first step is to build a processing system. Such as figure 1 As shown, the tubular electrode is connected to the airflow control device, the electrode can be rotated, and the high-pressure oxygen is transformed into intermittent adjustable intermittent oxygen flow under the action of the airflow control device. The electrode and Cr12 are respectively connected to the two poles of the pulse power supply to generate electric spark discharge. Water is used as the working medium. The liquid surface is more than 20mm away from the processing area to form a certain water pressure to strengthen the combustion effect. The water flow is used (the pressure depends on the gas pressure) ) to flush the processing area to speed up the discharge of erosion products.
[0042] The se...
example 2
[0052] An EDM-induced controllable combustion and EDM erosion method for superalloy GH4169, the difference from Example 1 is that the base material is different. The rest are the same as Example 1.
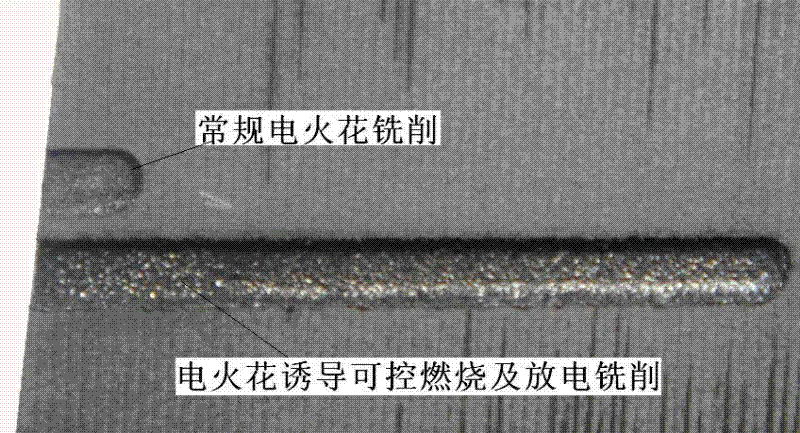
[0053] For an application example of high-temperature alloy GH4169 using EDM-induced controllable combustion milling and conventional EDM, as shown in Table 2, the physical photos of the processed workpiece corresponding to the same processing time are as follows image 3 shown.
[0054] Table 2 Comparison of GH4169 EDM-induced controllable combustion and EDM with conventional EDM methods
[0055]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More