Joining quality management method and joining quality management apparatus
A quality management and quality technology, applied in the direction of measuring devices, welding equipment, image data processing, etc., can solve problems such as difficult inspection, and achieve the effect of quality assurance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
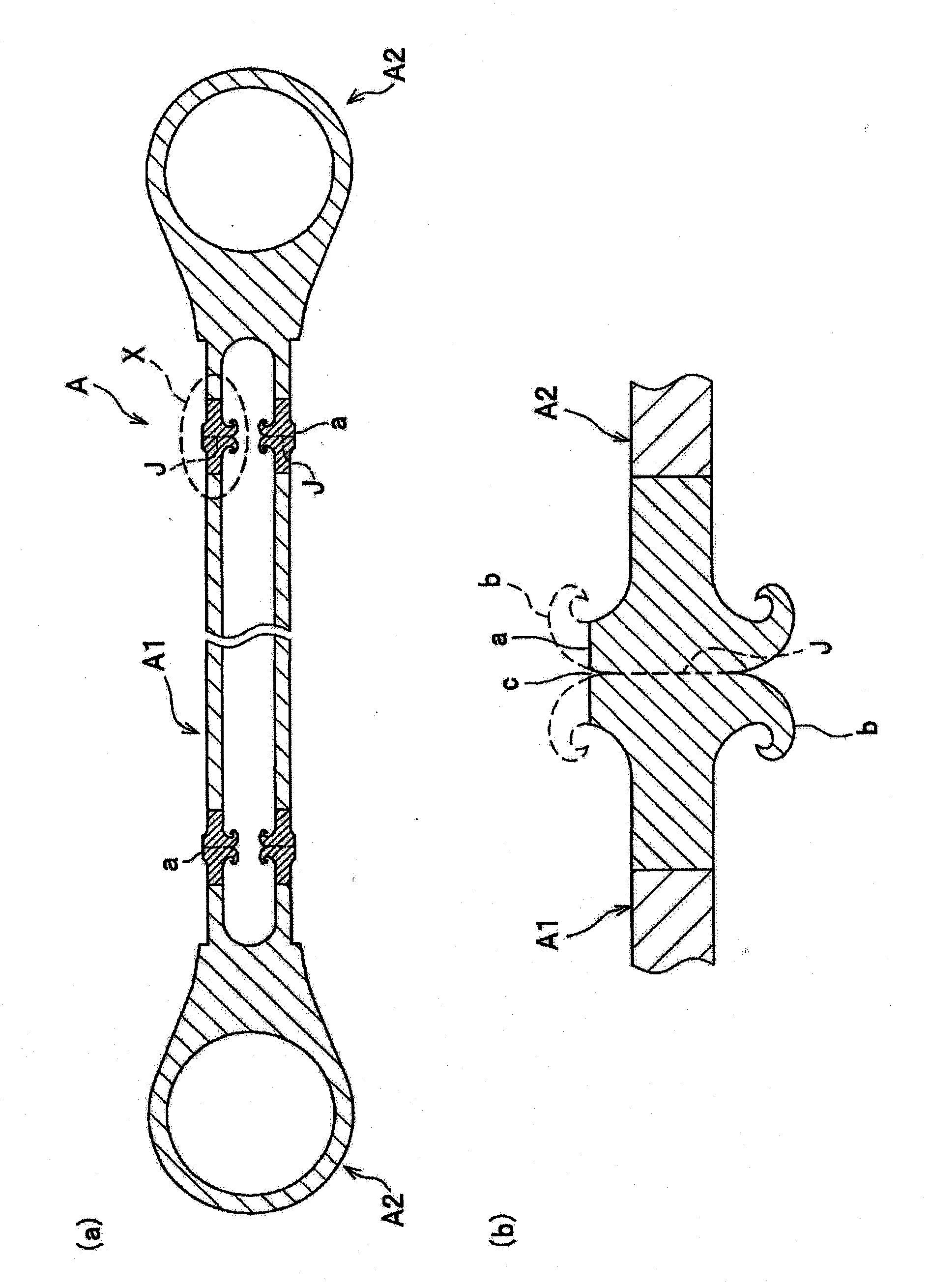
[0037] The joining quality control method according to the present embodiment is performed on a friction welding member obtained by cutting off burrs generated on the outer peripheral side of the joining portion.
[0038] In the following embodiments, a case where the frictional welding member is a hanger rod which is one type of hanger member is shown as an example, but it is not intended to limit the application of the frictional welding member.
[0039] First, the structure of the frictional welding member will be briefly described.
[0040] like figure 1 As shown in (a), the friction welding member A to be inspected is formed by friction welding the end members A2 and A2 at both ends of the tubular member A1. Both the tubular member A1 and the terminal member A2 are obtained by processing extruded profiles made of aluminum alloy. There are no particular restrictions on the type of aluminum alloy, but in the case of using the friction welding member A as the suspension fr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com