

Composite roll forming process of thick-wall deep-groove ring member
A composite rolling and forming process technology, applied in metal rolling, manufacturing tools, metal rolling and other directions, can solve the problems of many process parameters, mutual influence, waste, defective products and so on
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment 1
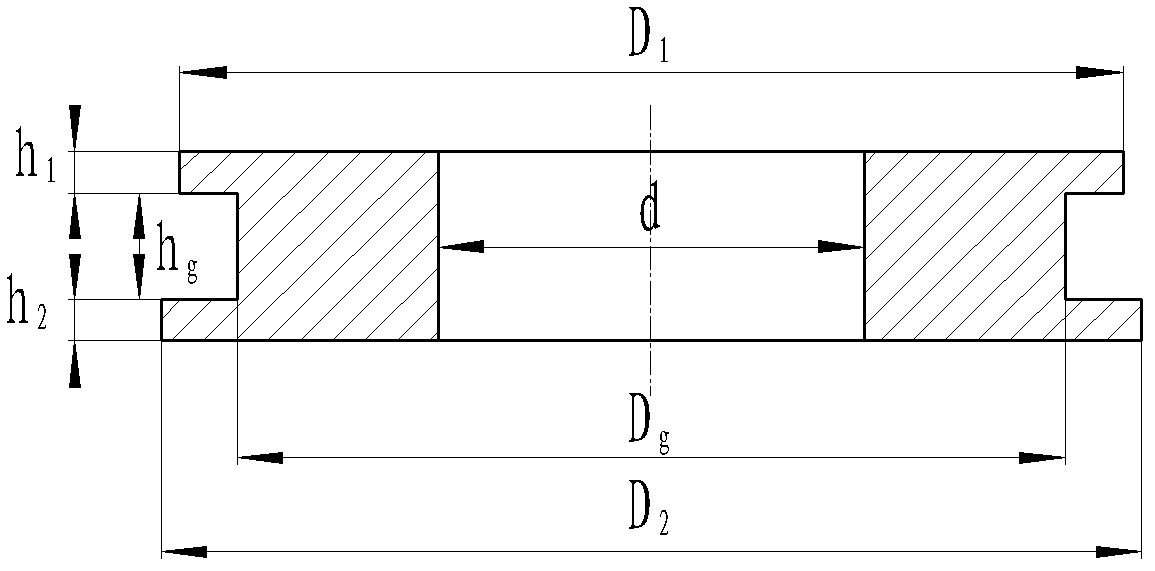
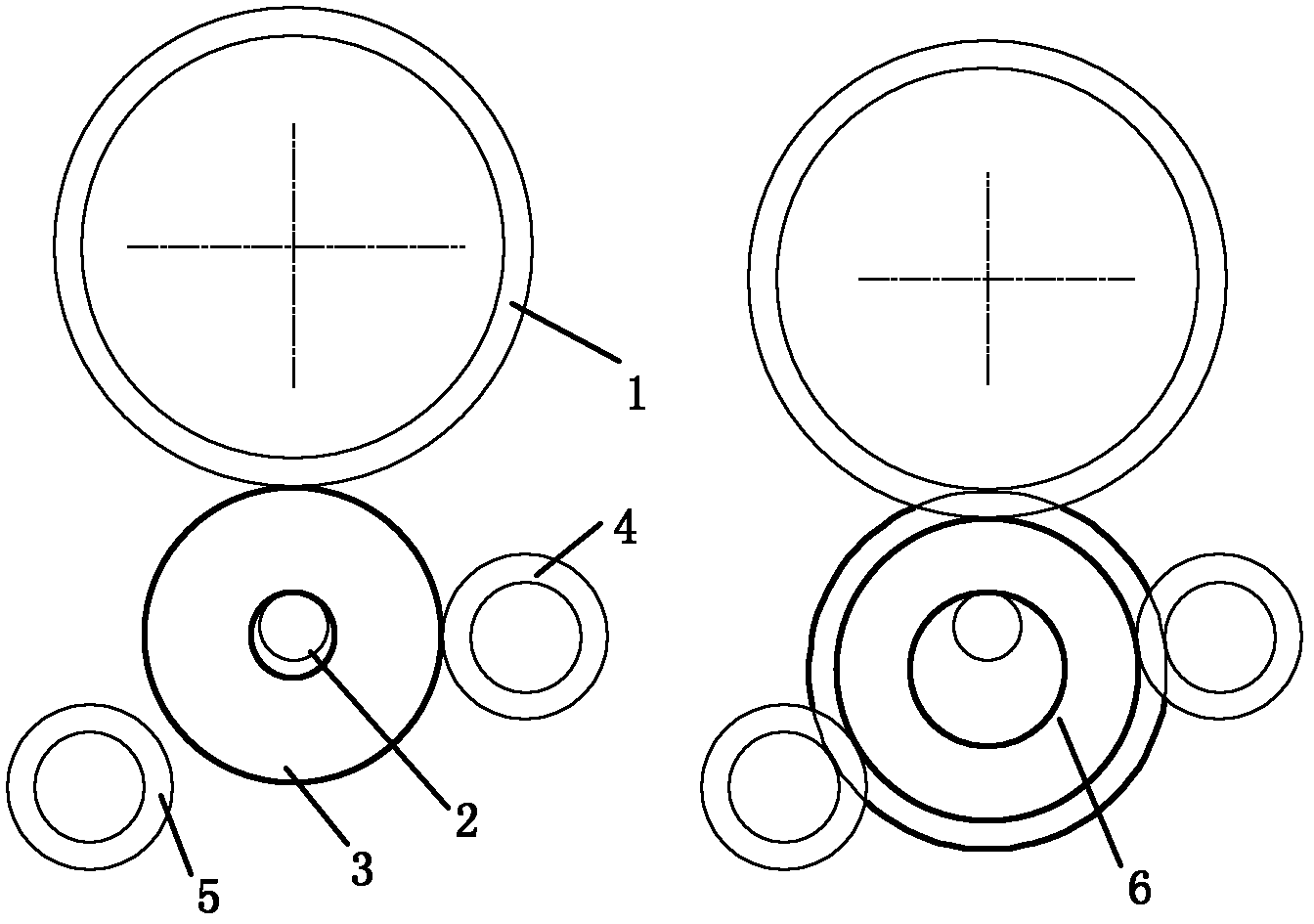
[0114] by figure 1 The duplex gear shown is a specific embodiment, and the diameter of the step on the roll-formed ring is required to be D 1 , Groove diameter D g , the diameter of the lower step D 2 and the inner diameter d are 248mm, 258mm, 218mm and 112mm respectively, and the height of the step on the ring is h 1 , Groove height h g and the lower step height h 2 They are 11mm, 28mm, and 11mm respectively, and the design method of the compound rolling forming process includes the following steps:
[0115] (1) Billet making
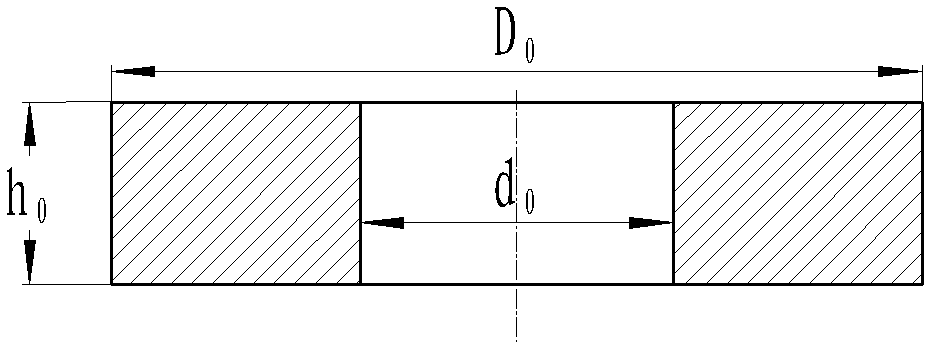
[0116] The shape of the ring blank is image 3 For the ring with rectangular cross-section shown, according to the design method of the ring blank size, the rolling ratio k is taken as 1.3, and the outer diameter of the ring blank for rolling is designed to be D 0 , inner diameter d 0 and height h 0 They are 222.86mm, 86.15mm and 50mm respectively. According to the size of the designed ring blank, the bar section (the specific material is GCr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More