Full automatic busbar terminal crimping device and crimping method and terminal crimping machine
A terminal crimping machine and terminal crimping technology, which is applied in the direction of line/collector parts, electrical components, circuits, etc., can solve the problem of low pass rate, low production efficiency, and the inability of the end of the connecting wire to fit the die punch Alignment and other issues to achieve the effect of high production efficiency and convenient operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0057] The present invention will be further described below in conjunction with the accompanying drawings of the description.
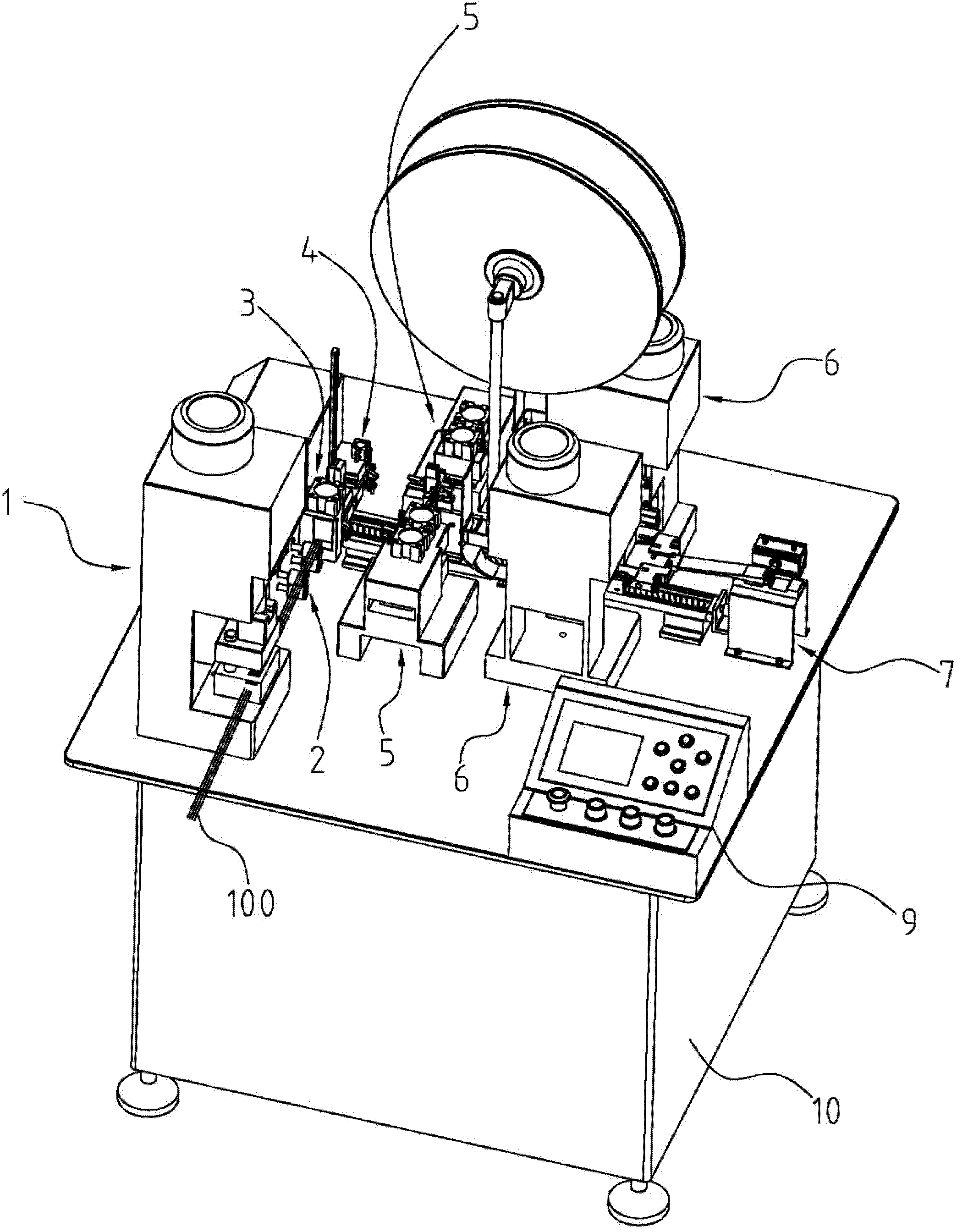
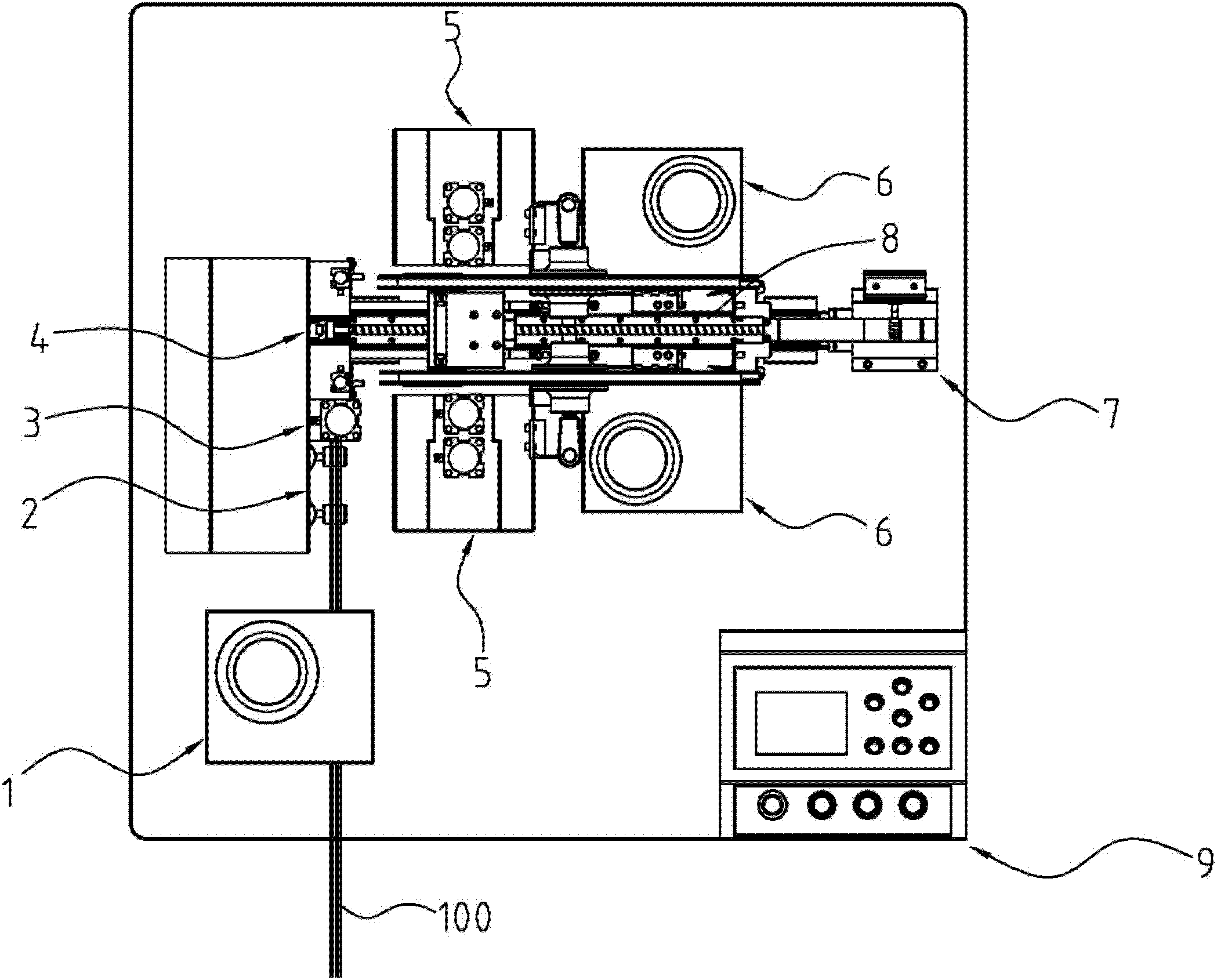
[0058] Such as figure 1 , 2 As shown, a fully automatic cable terminal crimping integration device includes a workbench 10 , a first stage of material delivery and a second stage of material delivery arranged on the workbench 10 . The first stage of material conveyance includes wire splitter 1, wire feeder 2 and cutting machine 3 in sequence according to the direction of material conveyance; the second stage of material conveyance includes material conveyor 8, wire stripper 5, and terminal crimping machine 6 And the unloading machine 7, the wire stripping machine 5 and the terminal crimping machine 6 are respectively symmetrically distributed on both sides of the material conveyor 8 movement track. Between the first stage of material conveying and the second stage of material conveying, there is a shaping machine 4 respectively docked with the cutt...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com