

Monitoring method of selective extension process
An epitaxy and selective technology, applied in electrical components, semiconductor/solid-state device manufacturing, circuits, etc., can solve the problem of high monitoring costs and achieve the effect of reducing monitoring costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] Since the prior art utilizes two semiconductor substrates to separately test the selectivity and thickness of the selective epitaxy process, the monitoring cost of the existing selective epitaxy process is relatively high. The invention uses two regions of the same semiconductor substrate to monitor separately, thereby realizing the monitoring of the selectivity and thickness of the selective epitaxy process with one semiconductor substrate, and reducing the monitoring cost of the selective epitaxy process.
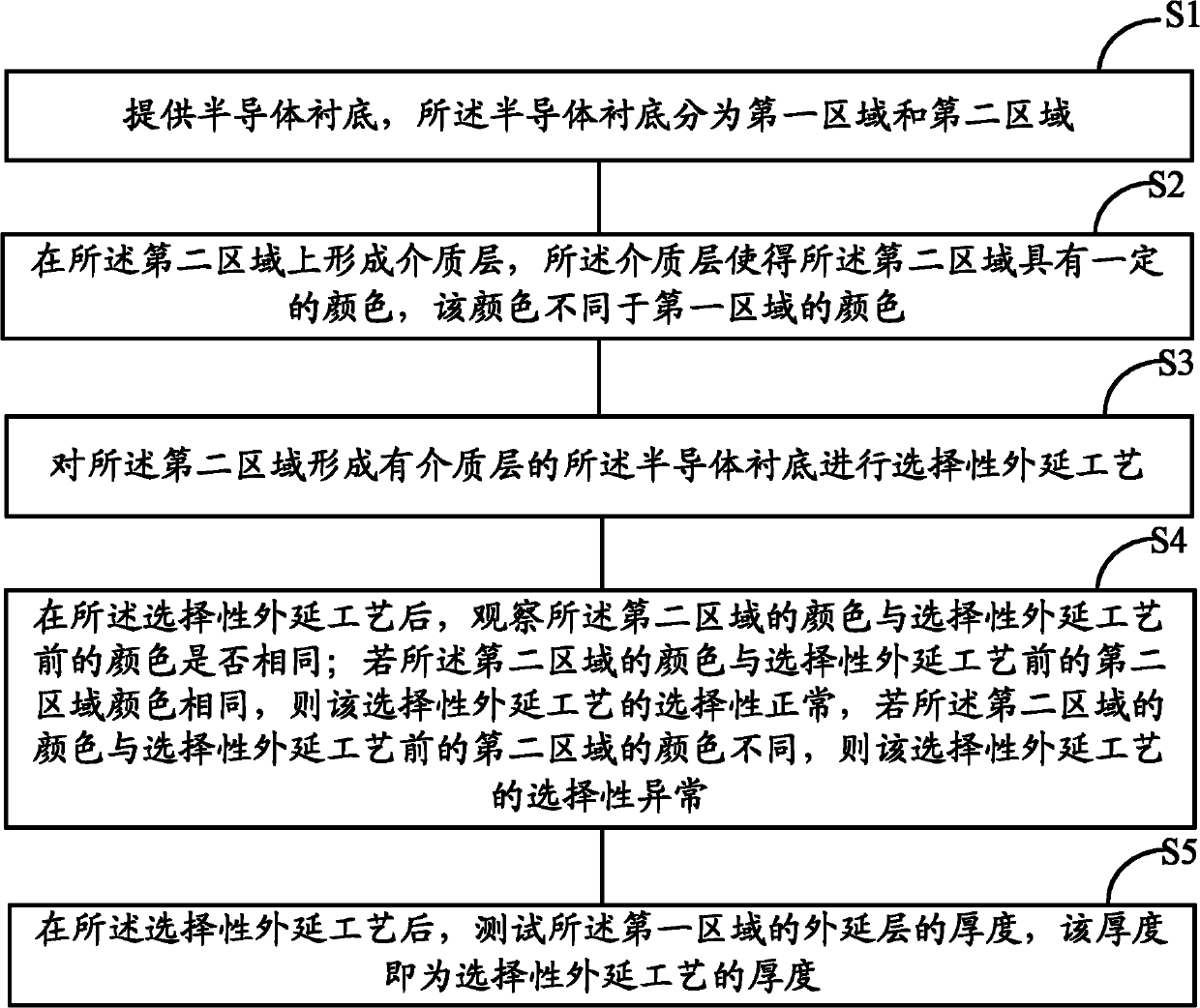
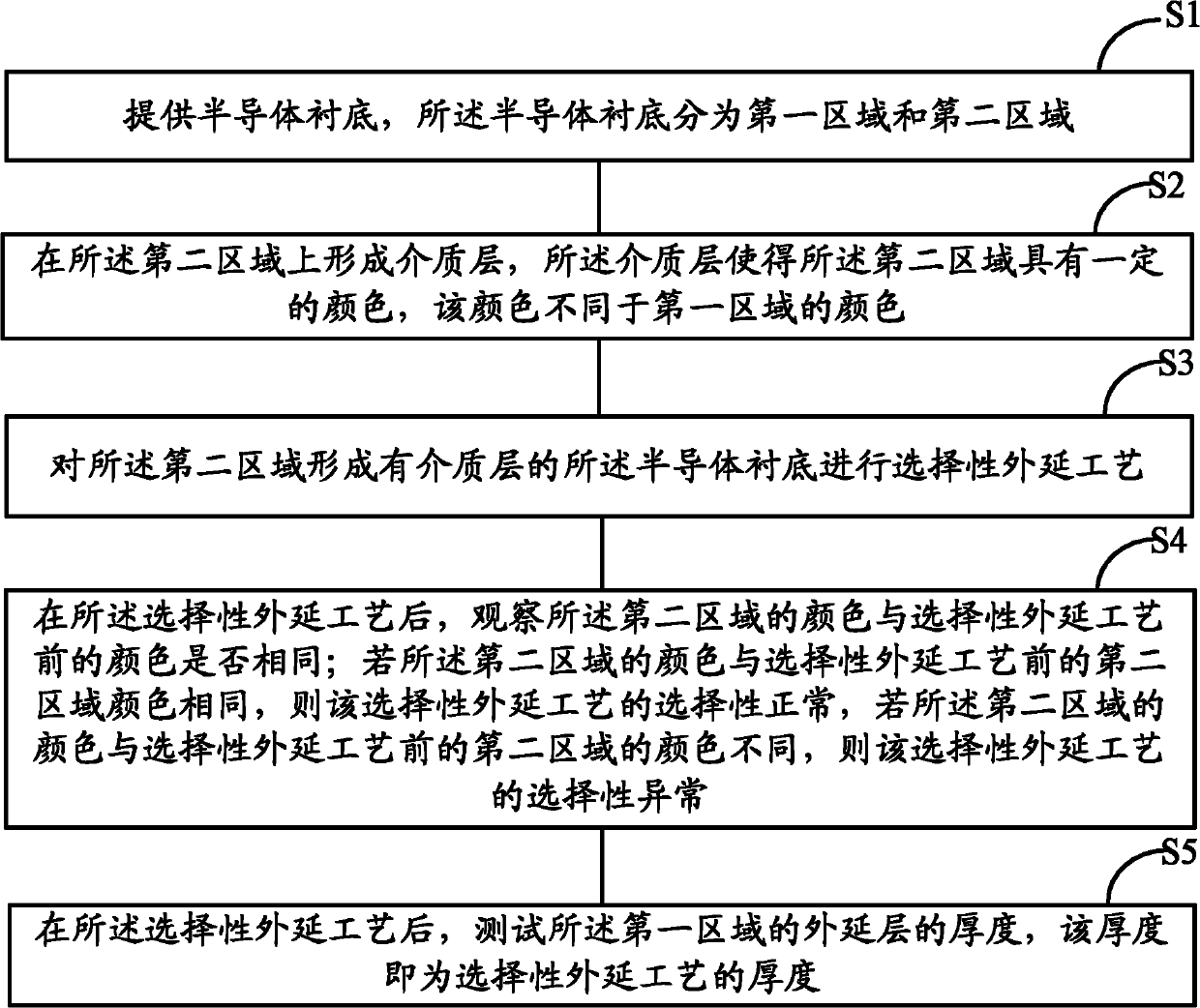
[0030] Specifically, for the selective epitaxial process monitoring method of the present invention, please refer to figure 1 As shown, the method includes:
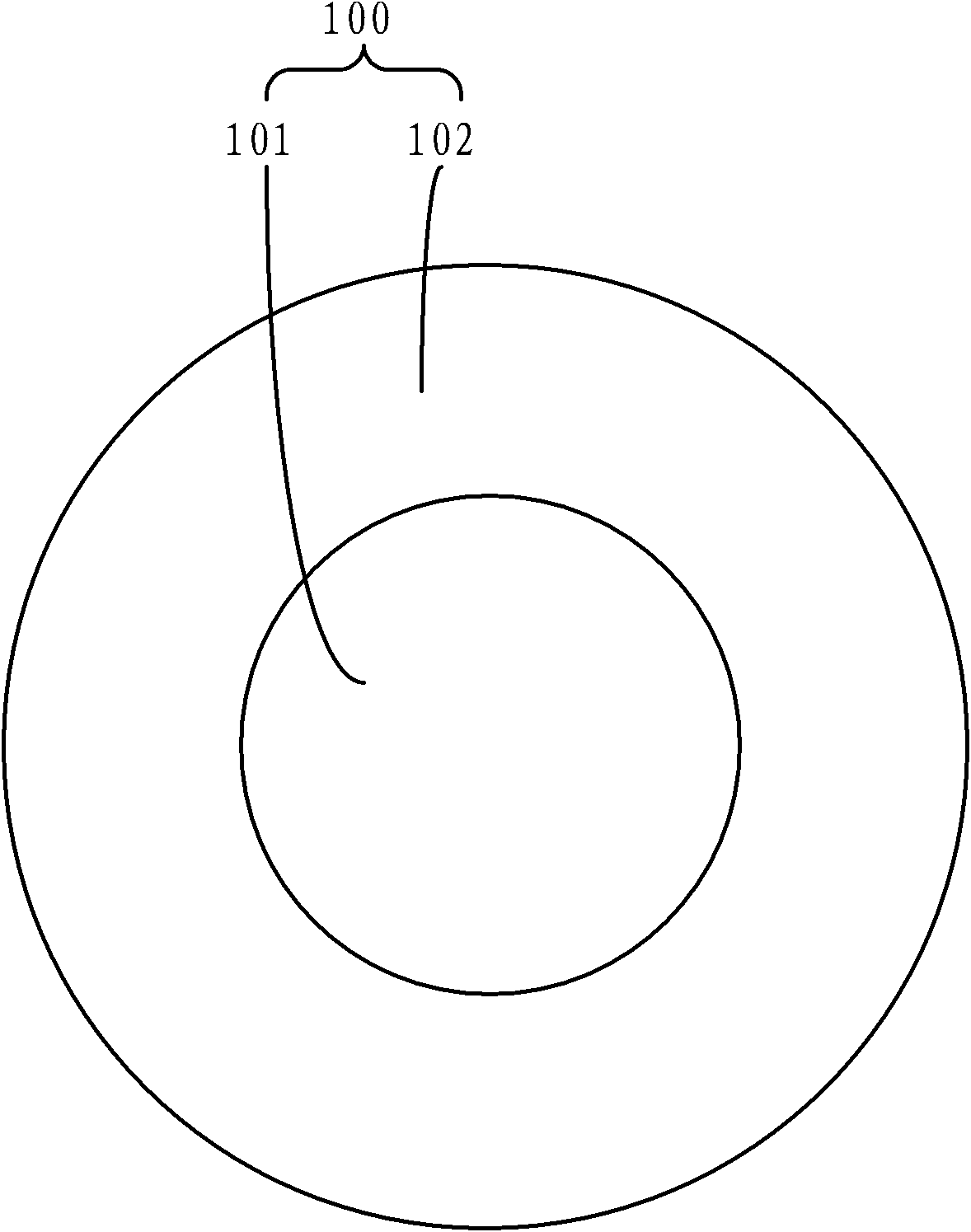
[0031] Step S1, providing a semiconductor substrate, the semiconductor substrate is divided into a first region and a second region;
[0032] Step S2, forming a dielectric layer on the second region, the dielectric layer makes the second region have a certain color, which is different from the color of the f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More