

Cutting method of dead head of high manganese steel casting
A technology of riser cutting and high manganese steel is applied in the field of riser cutting of high manganese steel castings, which can solve the problems of riser cutting difficulty and riser micro-cracks, so as to eliminate the difficulty of cutting, solve micro-cracks, and have wide application prospects. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
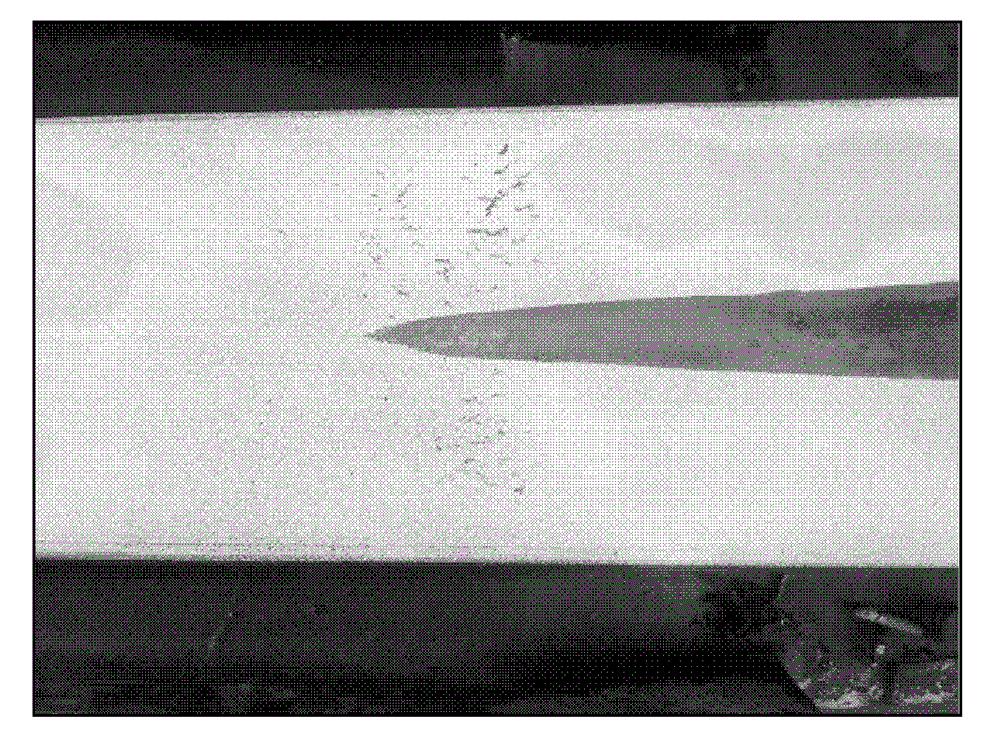
[0029] After high-manganese steel Mn13 full-cast frog castings are demoulded at high temperature, the temperature of the riser is above 800°C, the riser is cut as a whole, and micro-cracks are found at the root of the riser, such as figure 1 shown. In this embodiment, after the high manganese steel full-cast frog is demoulded, the riser cutting is carried out when the riser temperature is 200° C., and the riser cutting process is implemented by flame cutting. Cut off 1 / 2 of the weight of the riser. After the riser is cut off, the temperature at the root of the riser is 170°C. The distance between the cutting position of the riser and the root of the riser is 50mm. The casting after cutting the riser is subjected to a heat treatment process. The heating rate of the casting is 25°C per hour before 700°C, and the heating rate is 70°C per hour after 700°C. The casting is kept at 700°C for 2 hours, and at 1050°C for 3 hours. Water tough treatment. After the casting is heat-treat...
Embodiment 2
[0031] After demolding the high manganese steel Mn13 full-cast frog, the riser temperature is 230 ℃ for riser cutting, and the riser cutting process is implemented by flame cutting. Cut off 3 / 4 of the weight of the riser. After the riser is cut off, the temperature at the root of the riser is 180°C. The distance between the cutting position of the riser and the root of the riser is 30mm. The casting after cutting the riser is subjected to a heat treatment process. The heating rate of the casting is 20°C per hour before 700°C, and the heating rate is 75°C per hour after 700°C. The casting is kept at 700°C for 1.5h and undergoes water toughening treatment. After the casting is heat-treated, the riser temperature is 200°C, and the remaining part is cut off by flame cutting. The casting with the riser completely cut off is subjected to heat treatment. The heating rate of the casting is 25 °C per hour before 700 °C, and the heating rate is 70 °C per hour after 700 °C. The temperat...
Embodiment 3
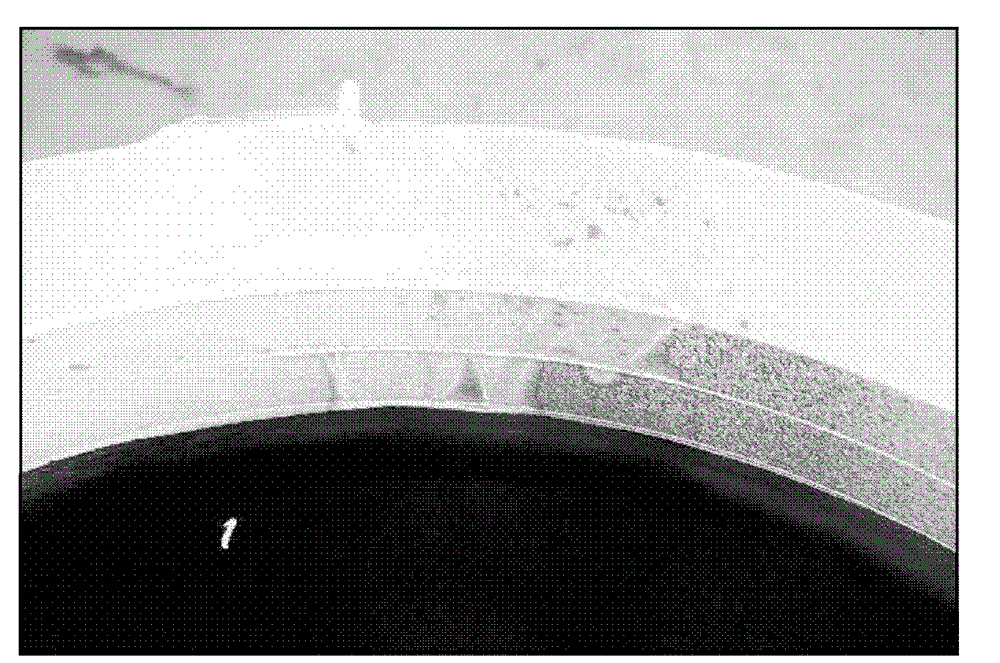
[0033] After the high manganese steel Mn13 rolling socket wall casting is demolded at high temperature, the temperature of the riser is above 700 ℃, the riser is cut as a whole, and micro cracks are found at the root of the riser, such as figure 2 shown. In this embodiment, after the blank of the high manganese steel rolling socket wall casting is demoulded, the riser cutting is carried out when the riser temperature is 150° C., and the riser cutting process is implemented by flame cutting. Cut off 2 / 3 of the weight of the riser. After the riser is cut off, the temperature at the root of the riser is 120°C. The distance between the cutting position of the riser and the root of the riser is 20mm. The casting after cutting the riser is subjected to a heat treatment process. The heating rate of the casting is 30°C per hour before 700°C, and the heating rate is 72°C per hour after 700°C. The casting is kept at 700°C for 0.5h and undergoes water toughening treatment. After the c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More