

Limit forging method of rectangular blank
A technology of rectangular billet and forging method, which is applied in the field of limit forging method of rectangular billet, which can solve the problems of narrow forging temperature, high deformation resistance, and high hardness of tool and die steel, so as to reduce the waste of energy and reduce the roughness and length of pier , the effect of reducing consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The specific implementation manners of the present invention will be further described below in conjunction with the drawings and examples. The following examples are only used to illustrate the technical solution of the present invention more clearly, but not to limit the protection scope of the present invention.
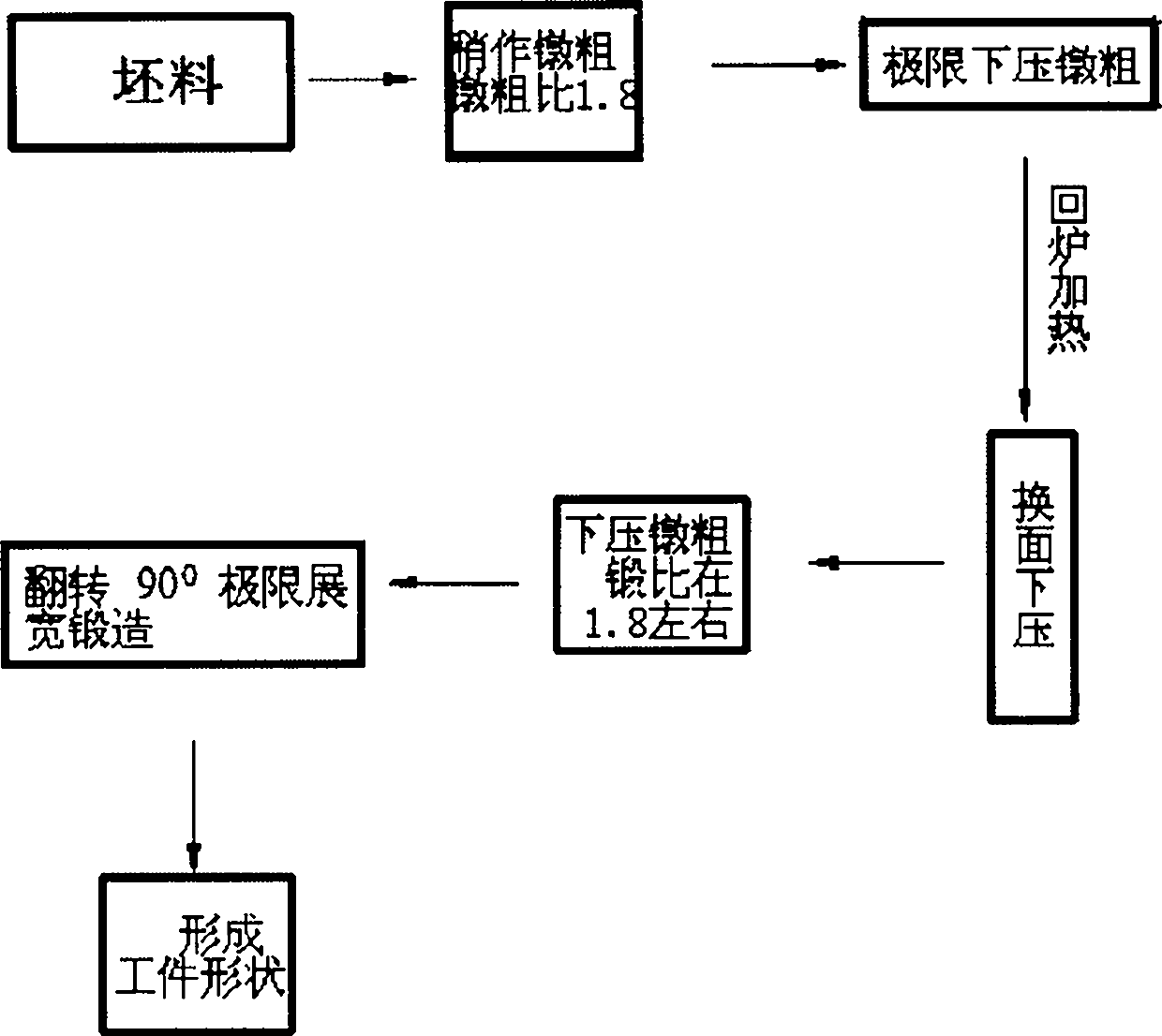
[0016] Such as figure 1 Shown, the present invention is a kind of limit forging method of rectangular blank, and this limit forging method comprises the following process steps:
[0017] Step 1: Saw the rectangular billet, cut off the water riser, heat it, and pier thickening operation. The pier thickness ratio is 1.5-2.0;
[0018] Step 2: Turn the upsetting blank 180 degrees, and then carry out limit widening forging, and make the deformation direction towards one direction to limit deformation during forging. The limit widening forging is the ratio of the remaining thickness after pressing to the width after pressing Between 0.4 and 0.35, this ensures t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More