

Molding method for trailing arm beam of rear axle bracket assembly of automobile
A bracket assembly and forming method technology, applied in the direction of forming tools, perforating tools, feeding devices, etc., can solve the problems of unsatisfactory mass production, difficult quality assurance, and low production efficiency, so as to save laser equipment and production The effect of low cost and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
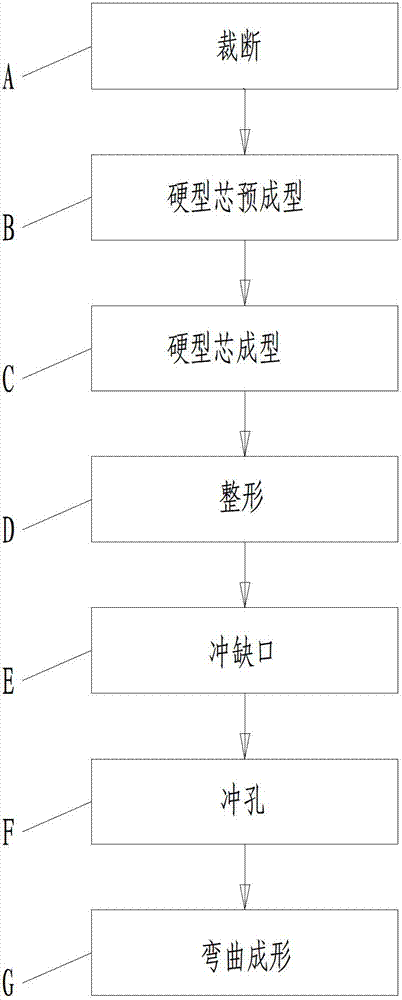
[0079] A method for forming a trailing arm beam of an automobile rear axle support assembly, the method comprises the following steps (see figure 1 shown in the flowchart):
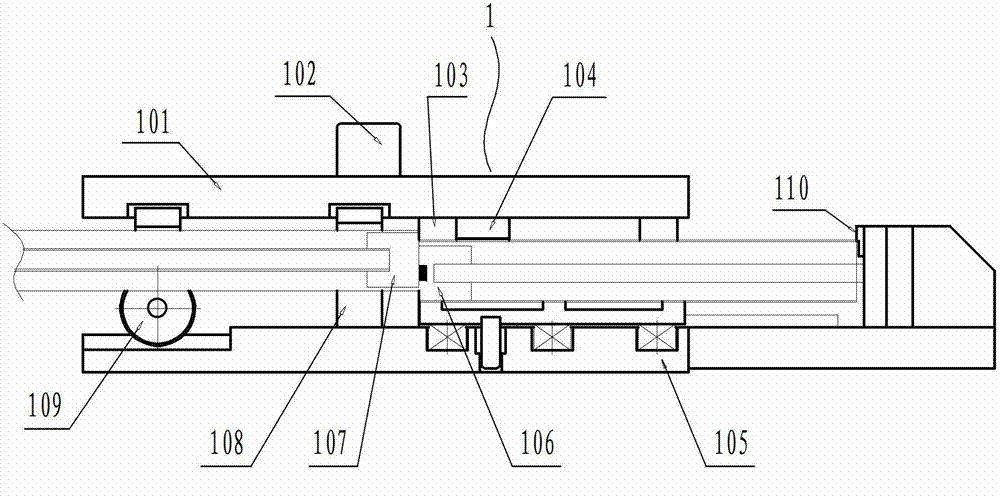
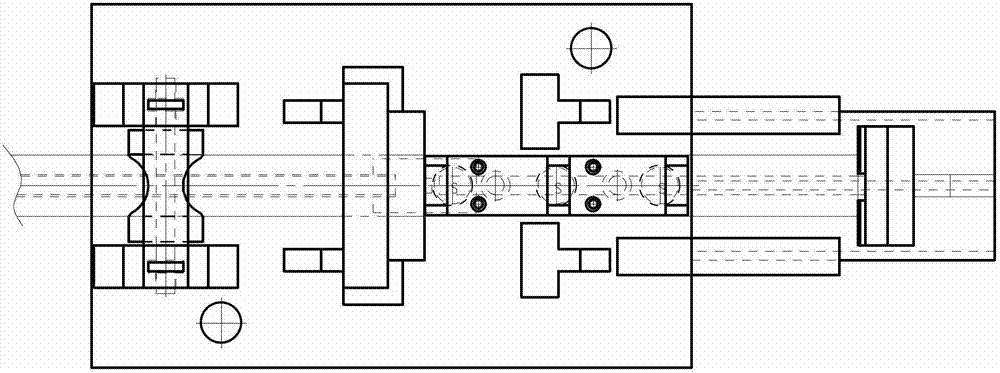
[0080] A. Cutting: Use cutting die 1 on the punching machine to cut the raw material tube into a fixed-length rough round tube 2;
[0081] B. Hard core preforming: using a hard core preforming die 3 on a hydraulic press to stamp the blank round tube 2 at one time into a preformed tube 4 with a straight round tube at one end and an arc-shaped round tube at the other end;
[0082] C. Hard core preforming: continue to use the hard core forming die 5 on the hydraulic press to punch the preformed tube 4 into a flat tube with an inclined straight tube at one end, a horizontal straight flat tube at one end, and a multi-section curved flat tube with variable cross-section in the middle. Rectangular hollow tube with variable cross-section 6 .
[0083] D. Reshaping: Reshape the variable-section rectangular hollow...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More