

Method for rolling ultra-thin metal strap
A technology of metal poles and thin strips, applied in the direction of metal rolling, etc., can solve the problems of high cost, low efficiency, difficulty in rolling liquid, powder and granular metal raw materials, etc., to reduce rolling preparation time and shorten rolling Period, the effect of improving the transmission stiffness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] The aluminum strip with a thickness of 1mm is rolled into an extremely thin strip with a thickness of 4μm, and the operation steps are as follows:
[0035] (1) Start the power supply of the rolling mill system and turn on the main motor fan;
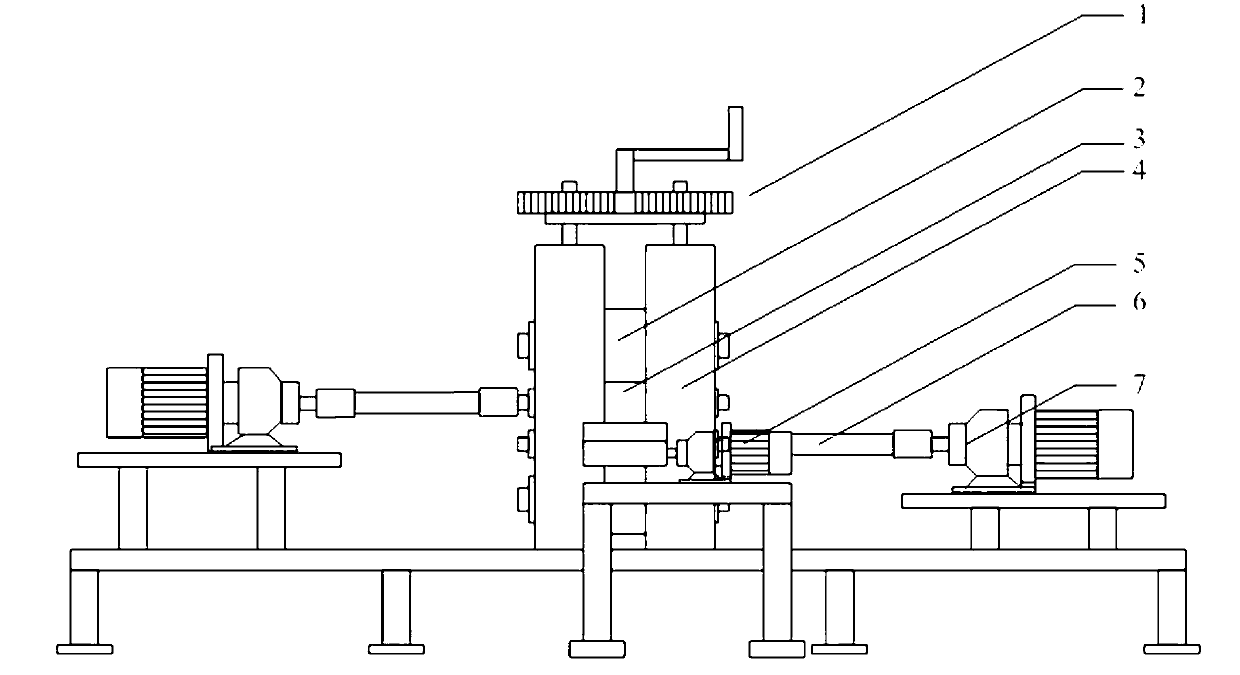
[0036] (2) Shake the handle clockwise to lift the roll gap;
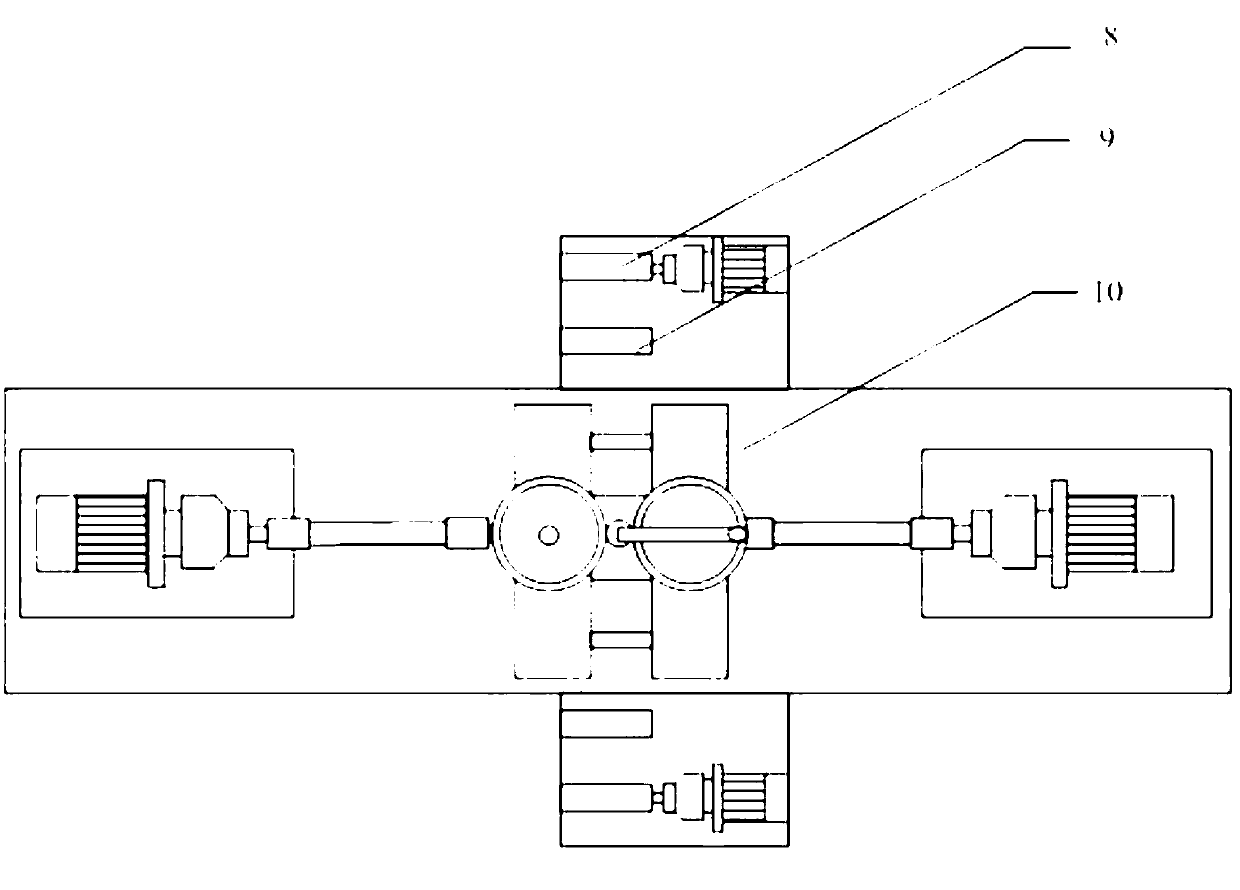
[0037] (3) Wrap the aluminum strip on one side of the reel, and wind the lead-out end on the other reel after passing through the side tension roller, the work roll gap and the two outer side tension rollers, and wind it 3 times;
[0038] (4) Turn on the tension motor to build tension. By adjusting the voltage value of the autotransformer, the front and rear tensions are respectively set to 40MPa, and the yield strength of aluminum is 90MPa;
[0039] (5) Shake the pressing handle counterclockwise to press down the roll gap, the raw material is thicker, and the positive roll gap is selected to be 0.7mm at first;
[0040] (6) Set the speed ratio of the upper and lower ...
Embodiment 2
[0047] The silicon steel strip with a thickness of 0.35mm is rolled into an extremely thin strip with a thickness of 30μm. The operation steps are:
[0048] (1) Start the power supply of the rolling mill system and turn on the main motor fan;
[0049] (2) Shake the handle clockwise to lift the roll gap;
[0050] (3) Wrap the aluminum strip on one side of the reel, and wind the lead-out end on the other reel after passing through the side tension roller, the work roll gap and the two outer side tension rollers, and wind it 2 times;
[0051] (4) Turn on the tension motor to build tension. By adjusting the voltage value of the autotransformer, the tension value is 120MPa, and the yield strength is 280MPa;
[0052] (5) Shake the pressing handle counterclockwise to press down the roll gap, the raw material is thicker, and the positive roll gap is selected to be 0.2mm at first;
[0053] (6) Set the speed ratio of the upper and lower rolls on the man-machine interface, and the spe...
Embodiment 3
[0060] The Q195 steel strip with a thickness of 0.5mm is rolled into an extremely thin strip with a thickness of 25μm. The operation steps are:
[0061] (1) Start the power supply of the rolling mill system and turn on the main motor fan;
[0062] (2) Shake the handle clockwise to lift the roll gap;
[0063] (3) Wrap the aluminum strip on one side of the reel, and wind the lead-out end on the other reel after passing through the side tension roller, the work roll gap and the two outer side tension rollers, and wind it 2 times;
[0064] (4) Turn on the tension motor to build tension. By adjusting the voltage value of the autotransformer, the tension value is 90MPa, and the yield strength is 195MPa;
[0065] (5) Shake the pressing handle counterclockwise to press down the roll gap, the raw material is thicker, and the positive roll gap is selected to be 0.4mm at first;
[0066] (6) Set the speed ratio of the upper and lower rolls on the man-machine interface, and the speed rati...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More