

Optimal control system for steel rolling heating furnace
An optimized control and heating furnace technology, applied in the general control system, control/regulation system, adaptive control, etc., can solve the problems of flue gas oxygen measurement lag, difficult optimal operation, and difficult to meet real-time performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
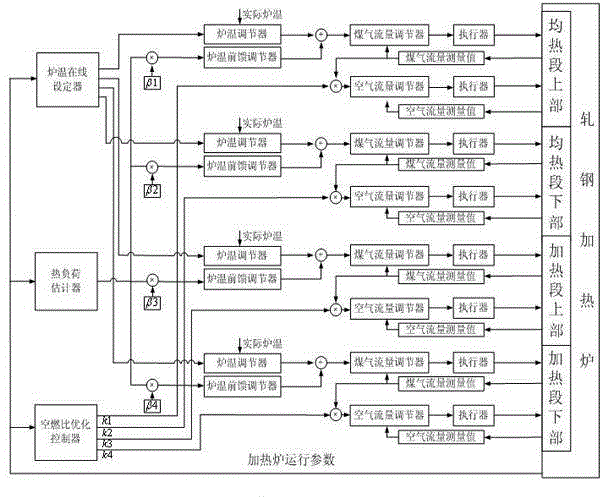
[0059] The system control block diagram is attached image 3 shown.
[0060] 1. Furnace temperature online setter
[0061] 1) Establish a production rhythm model
[0062] The production rhythm is the amount of steel tapped per unit time, and the unit is "root / hour" or "piece / hour". According to the measurement signal of the photoelectric switch used to detect the billet out of the furnace, the interval between two billets out of the furnace is calculated in real time, and the output of each billet is calculated. Hourly steel billet output R3;
[0063] R3=3600 / (t (k)-t (k-1))
[0064] t(k) is the moment when the power switch detects that a steel billet is out of the furnace, and t(k-1) is the time when the last steel billet was out of the furnace;
[0065] 2) billet type
[0066] According to the type of billet, a serial number is given at a time, such as 1, 2, 3, 4, ..., and the type of billet is used as a quantitative value. Among them, the selection of billet type req...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More