

Casting core-splitting process for Vee cylinder block
A cylinder block and core-separating technology, applied in the direction of cores, mold components, manufacturing tools, etc., can solve the problems of lower core positioning accuracy, large number of sand cores, different casting sizes, etc., and achieve accurate and simplified lower core positioning. Appearance structure, the effect of ensuring the quality of castings
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] A specific embodiment of the present invention will be described in detail below in conjunction with the accompanying drawings, but it should be understood that the protection scope of the present invention is not limited by the specific embodiment.
[0032] The V-shaped cylinder block casting split core process adopts the integral surrounding split core, such as Figure 7 As shown, the specific steps include:
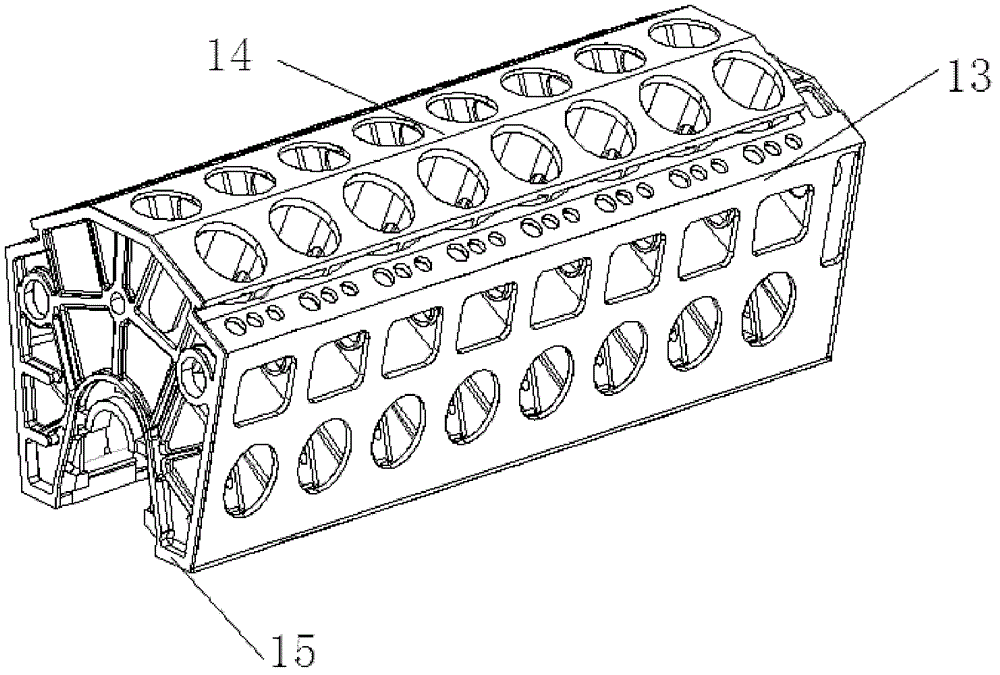
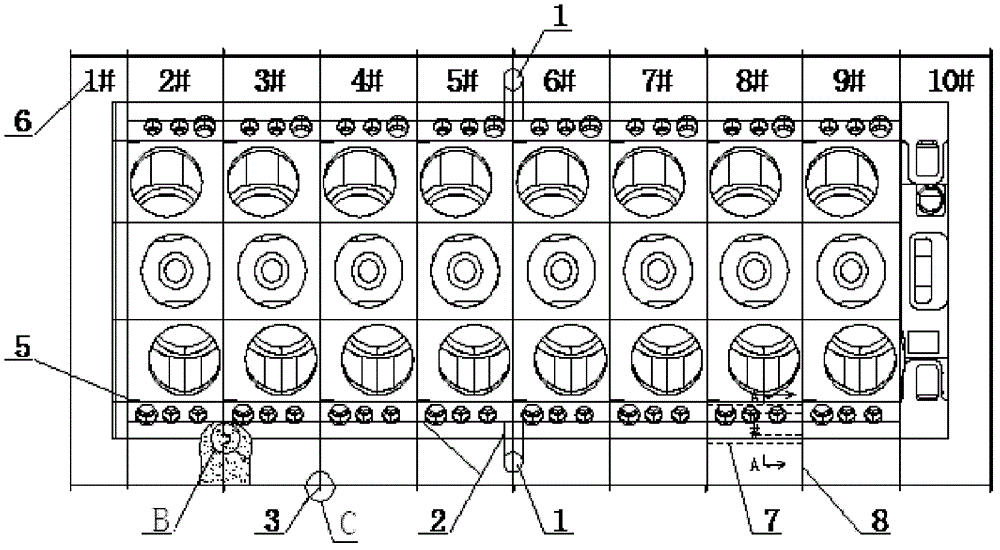
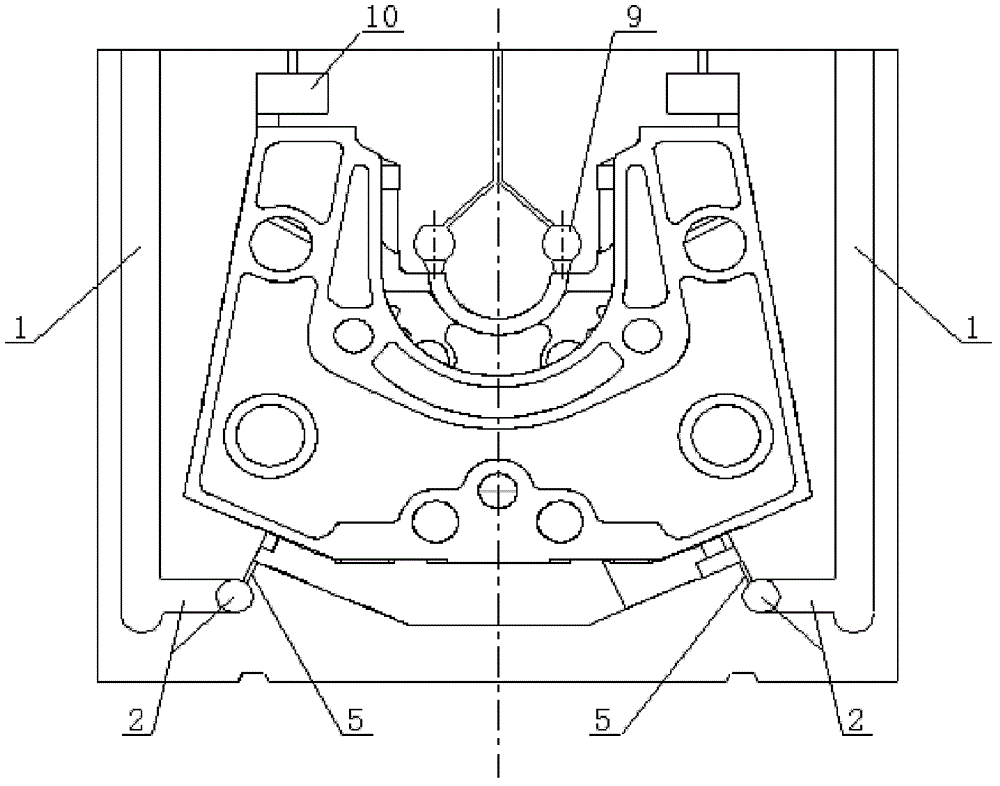
[0033] V-shaped cylinder block 13 (such as figure 1 and figure 2 As shown), the direction of the cylinder top 14 is facing downwards, and the direction of the machine feet 15 is placed upward (upside down). The bottom surface of the sand core is designed with the minimum sand consumption of the cylinder top at 150mm, and the outer side of the sand core is designed with the minimum sand consumption of 200mm on the other sides. , each sand core is divided by the core line 8 to meet the core-making requirements, and the sand cores are separated from the V-shaped...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More