

A process method for aligning shafts using laser cladding technology
A technology of laser cladding and process method, which is applied in the field of shaft alignment, can solve the problems of inaccurate manual setting of bending amount, affect the surface structure and performance of parts, and difficult to control the alignment process, so as to save the man-hours of transportation and disassembly , easy to guide, small processing effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0016] Example 1 Shaft calibration of a fan in a company: the diameter of the impeller is 3000mm, the length of the shaft is 5000mm, and the maximum bending amount is 0.28mm. The cause of the bending is the dynamic and static imbalance of the impeller. At the same time, the main shaft diameter, the shaft diameter where the coupling is installed, and the impeller installation are all worn out, and repairs are required after the shaft is adjusted.
[0017] The process steps are as follows.
[0018] 1) Descale the bent shaft, clean the shaft diameter, and then remove the impeller to disassemble the impeller and the shaft, color the shaft as a whole, test the hardness, and take pictures of the damaged parts for archiving.
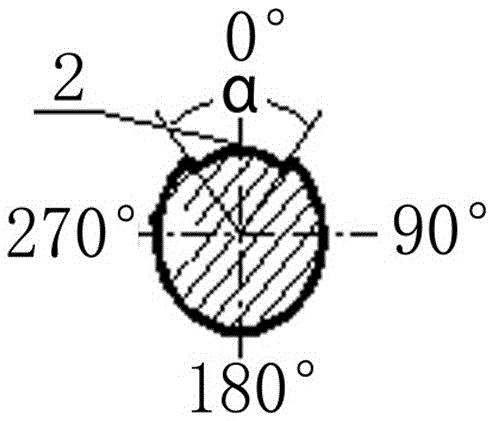
[0019] 2) Place the shaft on the grinding machine for size detection and shaft runout detection, and record the maximum runout value, bending position and bending high point phase.
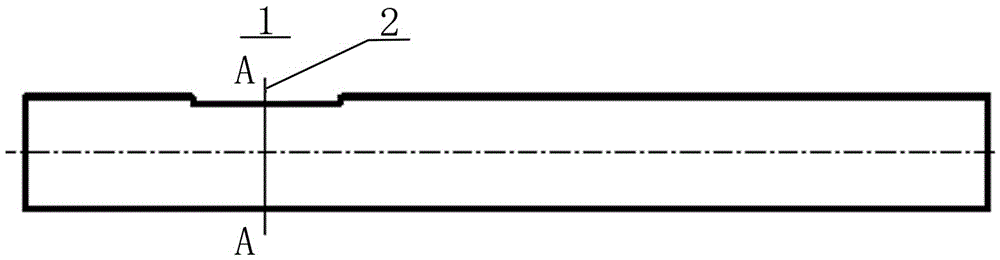
[0020] 3) Process the cladding groove at the high point where the φ300×110 fa...
Embodiment 2
[0025] Example 2 A company’s TRT shaft alignment: the rotation diameter of the main shaft blade is 1400mm, the shaft length is 4500mm, and the maximum bending amount is 3.4mm. The parts of the shaft along the shaft length are severely worn, and the shaft alignment and remanufacturing engineering maintenance are urgently needed.
[0026] The process steps are as follows.
[0027] 1) Descale the bent shaft, clean the shaft diameter, and then remove the impeller to disassemble the impeller and the shaft, color the shaft as a whole, test the hardness, and take pictures of the damaged parts for archiving.
[0028] 2) Place the shaft on the grinding machine for size detection and shaft runout detection, and record the maximum runout value, bending position and bending high point phase.
[0029] 3) Process the cladding groove at the high point of the seal around φ290×500, the areas are: 220×200×6mm; 150×135×6mm, the rounded corners are required to be smooth, and there are grooves on ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More