

Bearing outer ring grinding process
A bearing outer ring and grinding technology, applied in the field of bearing manufacturing, can solve the problems of affecting appearance, deviation, and multiple grinding of the outer circle, and achieve the effect of reducing process turnover, good concentricity, and improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The technical solutions of the present invention will be further specifically described below through the embodiments and in conjunction with the accompanying drawings.
[0021] In this embodiment, a bearing outer ring grinding process is taken as an example of a bearing with an outer diameter of 100mm, which is manufactured according to the following steps:
[0022] 1. Prepare the blank.
[0023] Second, heat treatment. Quenching and tempering, bainite quenching, quenching temperature 820~830°C, tempering at 180±5°C after salt quenching.
[0024] 3. Grind the double end faces according to the conventional processing method.
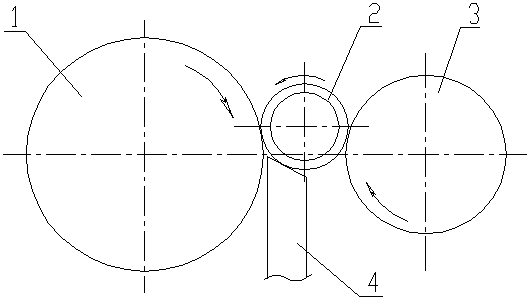
[0025] 4. Bearing cylindrical grinding. like figure 1 As shown, the center height of the workpiece is set to 13.5 mm, the displacement of the grinding wheel relative to the outer ring of the bearing is 12 mm, the angle between the center line of the bearing outer ring workpiece and the center of the guide wheel and the line connecting the cent...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Surface roughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More