

Visual detection equipment of circuit board
A visual inspection and circuit board technology, applied in the direction of electrical components, electrical components, optical testing defects/defects, etc., can solve the problems of inaccurate detection, slow detection speed, low detection efficiency, etc., to achieve cost saving, accurate detection, and detection The effect of large coverage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The technical solution of the present invention will be described in detail below in conjunction with the accompanying drawings and specific embodiments, so as to understand the essence of the present invention more clearly and intuitively.
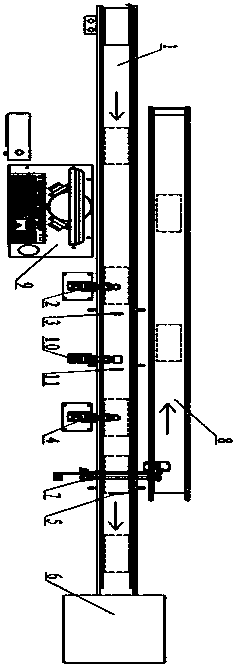
[0024] Such as figure 1 As shown, a circuit board visual detection device provided by the present invention includes a carrier board and a control system, and it also includes:
[0025] a conveying trough, the conveying trough is arranged on the bearing plate;
[0026] Conveyor belt 1, the conveyor belt 1 is clamped in the conveying trough for conveying incoming circuit board materials to be detected;
[0027] What needs to be emphasized is that, the delivery of the incoming material of the circuit board to be tested, the detection of the circuit board and the output of the qualified circuit board finished product of the present invention are all transmitted by a conveyor belt 1, that is, compared with the prior art, the present i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More