Whole-process real-time intelligent tracking and demonstration platform for Internet of things based product supply chain
A demonstration platform and real-time tracking technology, applied in the field of education or demonstration equipment, can solve the problems of ignoring the Internet of Things, the stage of one-sided understanding of the Internet of Things, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0050] The present invention will be described in further detail below with reference to the accompanying drawings and specific embodiments.
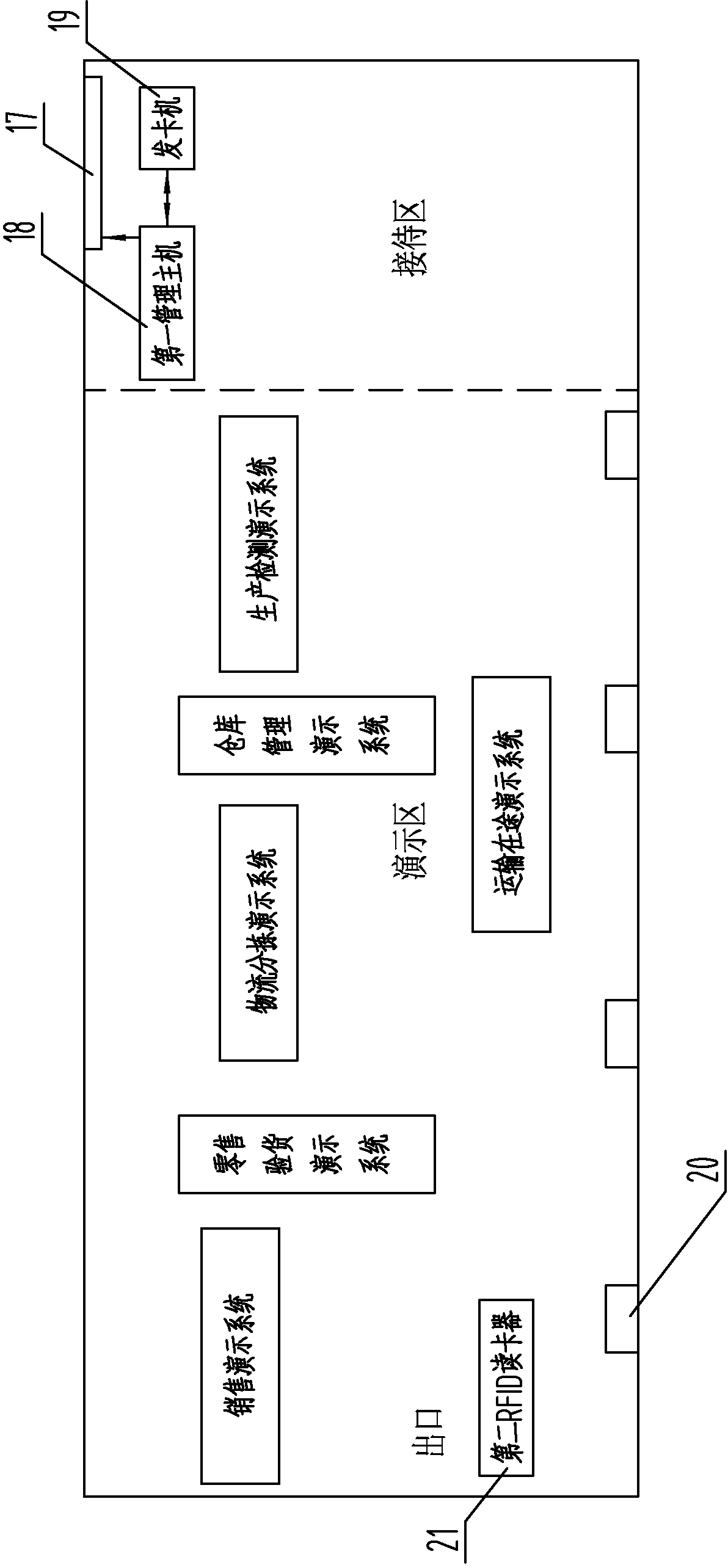
[0051] like figure 1 As shown, the present invention sets a first management host 18 and an electronic display screen 17 connected to the first management host 18 in the reception area. The first management host 18 can access the Internet or run the image data stored in its own hard disk, And displayed on the electronic display screen 17; before entering the demonstration area, the visitors watch the video related to the Internet of Things through the electronic display screen 17, giving the visitors a preliminary understanding, in order to enter the demonstration area to watch the specific demonstration of each system Do the foreshadowing.
[0052] The reception area is also equipped with a plurality of RFID cards and a card issuing machine 19. The card issuing machine 19 is connected to the first management host 18. The first managem...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More