

Machining method for hardened face gear
A processing method and technology of hard tooth surface, applied in the direction of gear tooth manufacturing tools, components with teeth, metal processing equipment, etc., can solve the problems of long delivery time, inability to complete, difficult to roll, etc. Deformation, changing the effect of high cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
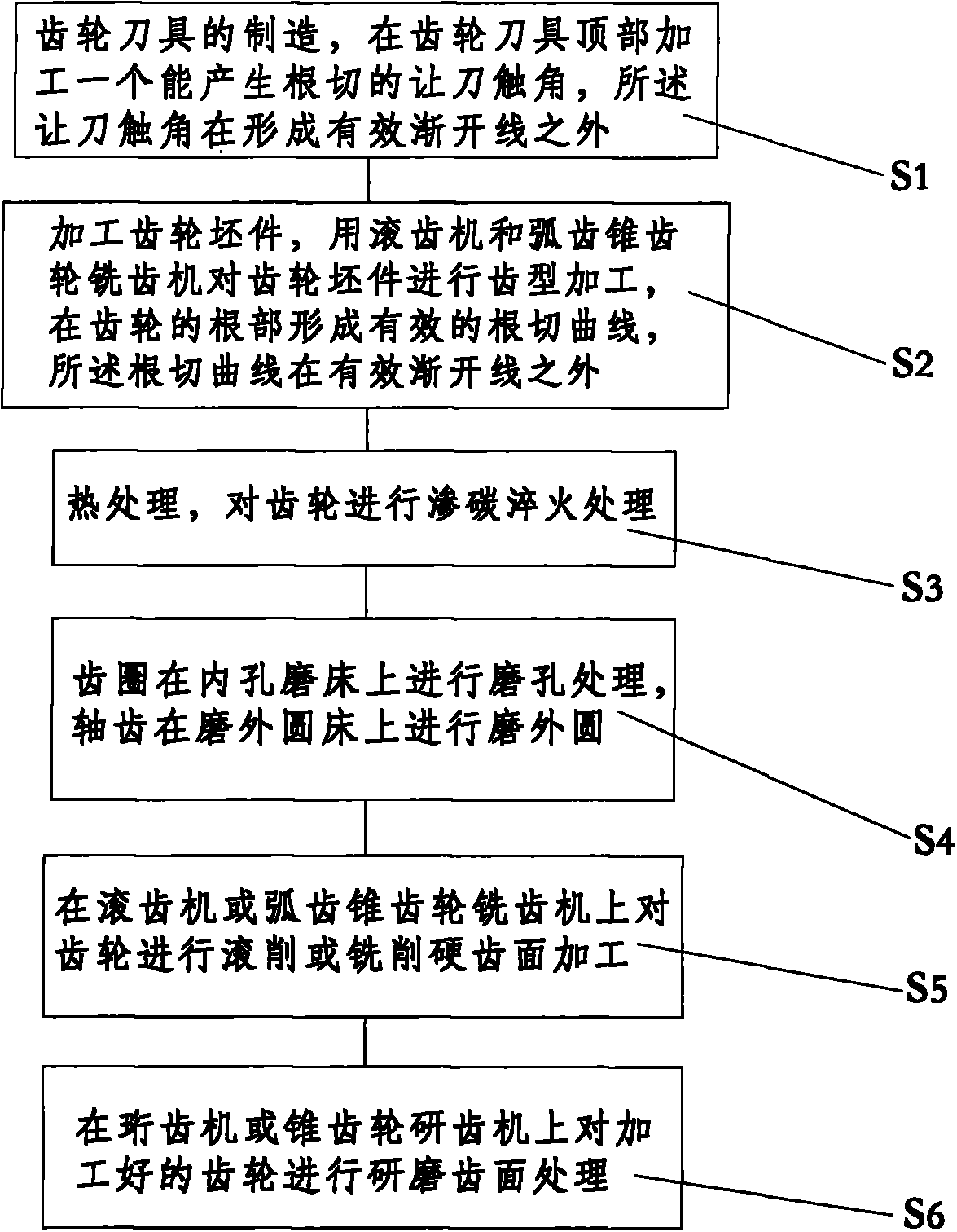
[0012] The present invention will be further described below with reference to the accompanying drawings and specific embodiments.
[0013] Such as figure 1 Shown: the processing method of a kind of hard tooth surface gear of the embodiment of the present invention, comprises.
[0014] As a preferred implementation of the above-mentioned embodiment, the gear blank in the step S2 is made of 20CrMnTi material, and a 0.2-0.3 mm allowance is reserved for the tooth thickness during the tooth profile processing.
[0015] As a preferred implementation of the above embodiment, when carburizing and quenching is performed in the step S3, the depth of the carburized layer is 1.3-1.7 mm, and the surface hardness is HRC58-63.
[0016] As a preferred implementation of the above-mentioned embodiment, in the step S4, the runout of the ring gear is not greater than 0.06 mm when the hole is ground, and the runout of the outer circle of the shaft teeth is not greater than 0.02 mm when the outer...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More