

High-strength steel wire rod with good low-temperature impact toughness and production method thereof
A technology of low temperature impact toughness and production method, applied in the field of steel wire rods, can solve problems such as cost increase, and achieve the effects of low use cost, fine grain size, high material strength and toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
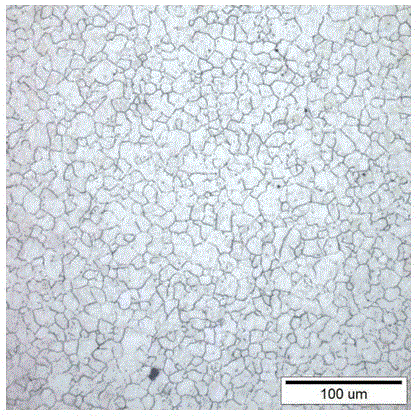
[0024] Embodiment 1: The high-strength steel wire rod with good low-temperature impact toughness adopts the following production method.
[0025] (1) Smelting and continuous casting process: molten steel is smelted and continuously cast into steel slabs, its composition by weight percentage is: C 0.35%, Si 0.19%, Mn 0.83%, P 0.020%, S 0.020%, Cr 0.94%, Mo 0.19 %, and the rest is iron.
[0026] (2) Heating process: heating the steel billet to 1000°C, holding time for 120min.
[0027] (3) Rolling process and silk spinning process: the dephosphorized steel billet is subjected to 6+8 passes of rough and intermediate rolling, 4 passes of pre-finish rolling, 8 passes of finish rolling, and the temperature of advance and finish rolling is 875°C. Sizing; after finishing rolling, the spinning temperature is controlled at 850°C.
[0028] (4) Cooling process: enter the Stelmore cooling line, adjust the number of openings of the air-cooling line insulation cover and the opening of the f...
Embodiment 2
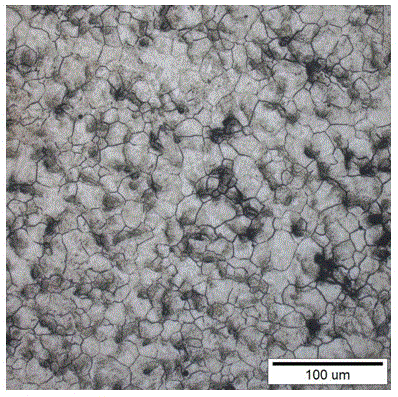
[0029] Embodiment 2: The high-strength steel wire rod with good low-temperature impact toughness adopts the following production method.
[0030] (1) Smelting and continuous casting process: molten steel is smelted and continuously cast into steel slabs, its composition by weight percentage is: C 0.38%, Si 0.20%, Mn 0.85%, P 0.018%, S 0.020%, Cr 0.95%, Mo 0.20 %, and the rest is iron.
[0031] (2) Heating process: heating the steel billet to 1050°C, holding time for 115min.
[0032] (3) Rolling process and silk spinning process: the dephosphorized steel billet is subjected to 6+8 passes of rough and intermediate rolling, 4 passes of pre-finish rolling, 8 passes of finish rolling, and the temperature of advance and finish rolling is 873°C. After sizing and finishing rolling, the spinning temperature is controlled at 840°C.
[0033] (4) Cooling process: enter the Stelmore cooling line, adjust the number of openings of the air-cooling line insulation cover and the opening of th...
Embodiment 3
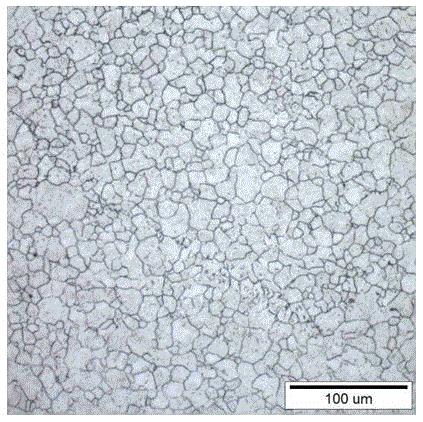
[0034] Embodiment 3: The high-strength steel wire rod with good low-temperature impact toughness adopts the following production method.
[0035] (1) Smelting and continuous casting process: molten steel is smelted and continuously cast into billets, the composition of which is by weight percentage: C 0.42%, Si 0.19%, Mn 0.84%, P 0.020%, S 0.018%, Cr 0.93%, Mo 0.19 %, and the rest is iron.
[0036] (2) Heating process: heating the billet to 1100°C, holding time for 110min.
[0037] (3) Rolling process and silk spinning process: the dephosphorized steel billet is subjected to 6+8 passes of rough and intermediate rolling, 4 passes of pre-finish rolling, 8 passes of finish rolling, and the temperature of advance and finish rolling is 880°C. After sizing and finishing rolling, the spinning temperature is controlled at 845°C.
[0038] (4) Cooling process: enter the Stelmore cooling line, adjust the number of openings of the air-cooling line insulation cover and the opening of the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More