

A kind of automatic welding method of hydraulic hard pipe assembly
An automatic welding and hard pipe technology, applied in welding equipment, welding equipment, welding accessories, etc., can solve the problems of hard pipe assembly, low production efficiency, complex shape, etc., and achieve weld penetration, fast butt joint and Positioning and forming beautiful effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
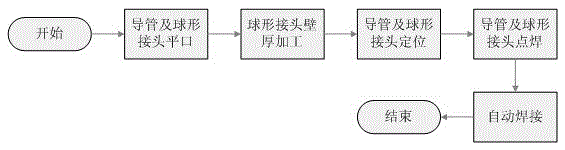
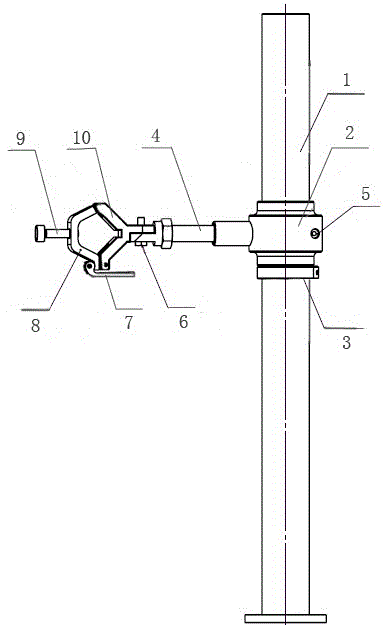
[0032] Such as figure 1 , figure 2As shown, a hydraulic hard pipe assembly automatic welding method is carried out according to the following steps:
[0033] The first step is to process the welding groove of the conduit in the hydraulic hard pipe assembly and the welding groove of the spherical joint into flat grooves;
[0034] In the second step, the conduit of the hydraulic hard pipe assembly after the first step is assembled with the spherical joint, and the assembly of the spherical joint is processed to be equal to the inner diameter and outer diameter of the conduit, the length of the inner diameter is 5-10mm, and the Diameter length ≥ 21mm, fillet transition at the step, fillet radius R ≥ 3mm;
[0035] The third step is to position the conduit and the ball joint of the hydraulic hard pipe assembly after the second step, use the same outer diameter of the conduit and the ball joint for radial positioning, and use the flat blunt edge of the conduit and the ball joint ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More