

Control method of filling speed of inlet looper of combined pickling and cold rolling unit
A combined unit, pickling and cold rolling technology, applied in the direction of rolling mill control device, metal rolling, tail end control, etc., can solve the problems that affect the normal production, increase the accident rate in the entrance loop area, equipment impact, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
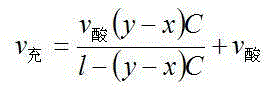
[0035] For strip steel of L11304771700, the weight is 26.617t, the material thickness is 2.998mm, and the material width is 1.202m, so the material length is l=946m, and x=25% at the beginning of filling, and the full set is y=95%, constant C=572, v 酸 =250m / min, put it into the formula to get:
[0036] m / min
[0037] If the maximum speed and 700m / min speed are used to fill the sleeve, the speed of the trolley is m / min
[0038] The filling speed calculated by this formula is m / min
[0039] It is 40.75% of full-speed charging, and the impact on the equipment will be greatly reduced.
[0040] According to the maximum speed of filling, the tracking time of this one roll from filling to flicking to welding machine waiting for welding is: from the beginning of filling to the time of fully filling min, the time it takes from full to the tail swing to the welding machine min, total time min.
[0041] According to the filling speed calculated by this formula, the total...
Embodiment 2
[0043] L11304771100, the weight is 25.715t, the material thickness is 3.798mm, and the material width is 1.225m, then the material length l=708m, set x=25% at the beginning of filling, set y=95% for the full set, constant C=572, v 酸 =240m / min, put it into the formula to get:
[0044] m / min
[0045] If the maximum speed and 700m / min speed are used to fill the sleeve, the speed of the trolley is m / min
[0046] The speed of the trolley calculated by this formula is m / min
[0047] It is 67.9% of the full-speed charging, and the impact on the equipment is greatly reduced.
[0048] It can also be seen that the time from the start of filling to the tail swinging to the welding machine is the same.
Embodiment 3
[0050] L11304771100, the weight is 28.177t, the material thickness is 2.297mm, and the material width is 1.5088m, then the material length l=1042m, set x=25% at the beginning of filling, set the full set amount as y=95%, constant C=572 , v 酸 =260m / min, put it into the formula to get:
[0051] m / min
[0052] If the maximum speed and 700 speed are used to fill the case, the speed of the car is m / min
[0053] The speed of the trolley calculated by this formula is m / min
[0054] It is 36.8% of full-speed charging, and the impact on the equipment is greatly reduced.
[0055] It can also be seen that the time from the start of filling to the tail swinging to the welding machine is the same.
[0056] The above examples show that the optimal filling speed is used to fill the sleeve, and the strip filling speed and the running speed of the looper are greatly reduced. Especially when rolling strip steel and high-strength steel with specifications below 3.0, the speed of the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More