A rolling control method based on the radius of the base circle of the ribbed steel bar rolling pass
A control method and technology of ribbed steel bars, which are applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve problems such as distortion, high debugging work intensity, and changes in rolled product specifications.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
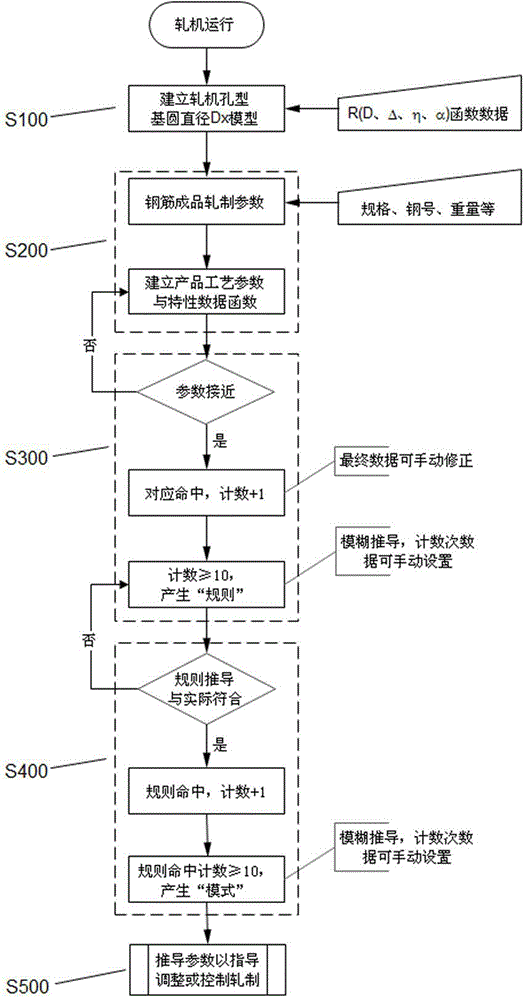
[0054] Such as figure 2 As shown, the control method is as follows:
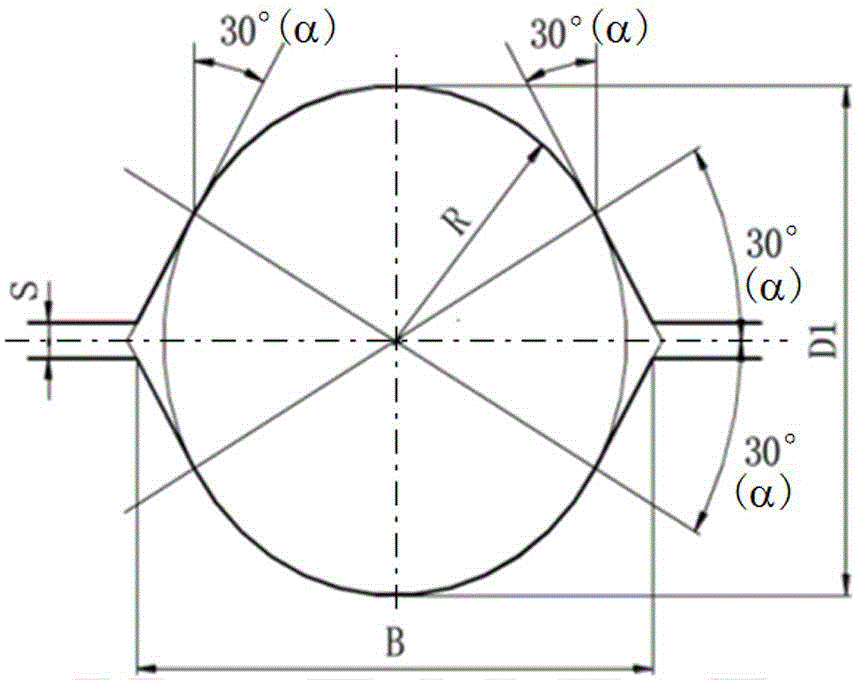
[0055] S100: According to the pass design calculation formula of the hot-rolled ribbed steel bar finishing mill (α=30°):
[0056] R=[D–nΔ]×η / 2, n=0~0.1, establish the function mapping model of base circle radius R and cold state nominal diameter D, deviation Δ and thermal expansion coefficient η.
[0057] S200: Obtain rolling equipment parameters and product characteristic information from the rolling mill industrial control system at the production site based on the TCP / IP protocol, and establish a functional relationship f(d,δ)=g(R) between the deviation δ and the base circle radius R, and Store the D, Δ, η, d, δ values in the database.
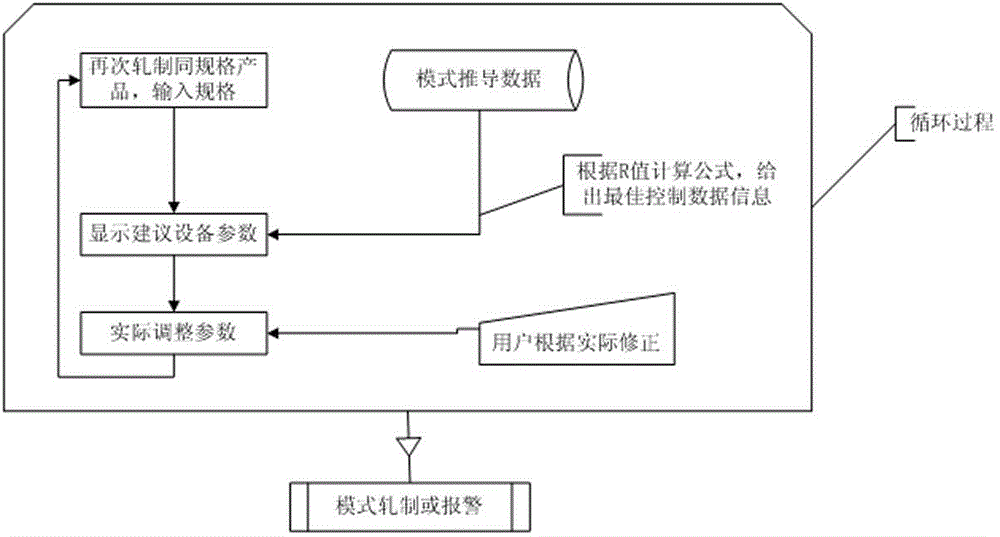
[0058] S300: According to the functional relationship established in step (2), whenever there is a large deviation (δ) between the measured weight of the rolled piece and the standard weight, the system will make statistics on the historical data. If a data group sim...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More