A Design Method of Shrinkage Ratio for Precision Casting Mold with Multi-blade Guide Vanes
A design method and technology of shrinkage rate, applied in the direction of casting molding equipment, casting mold, casting mold composition, etc., can solve the problem of over-tolerance of channel area of multi-leaf group blade castings
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0096] Example 1: Five-stage guide vanes in five-blade group
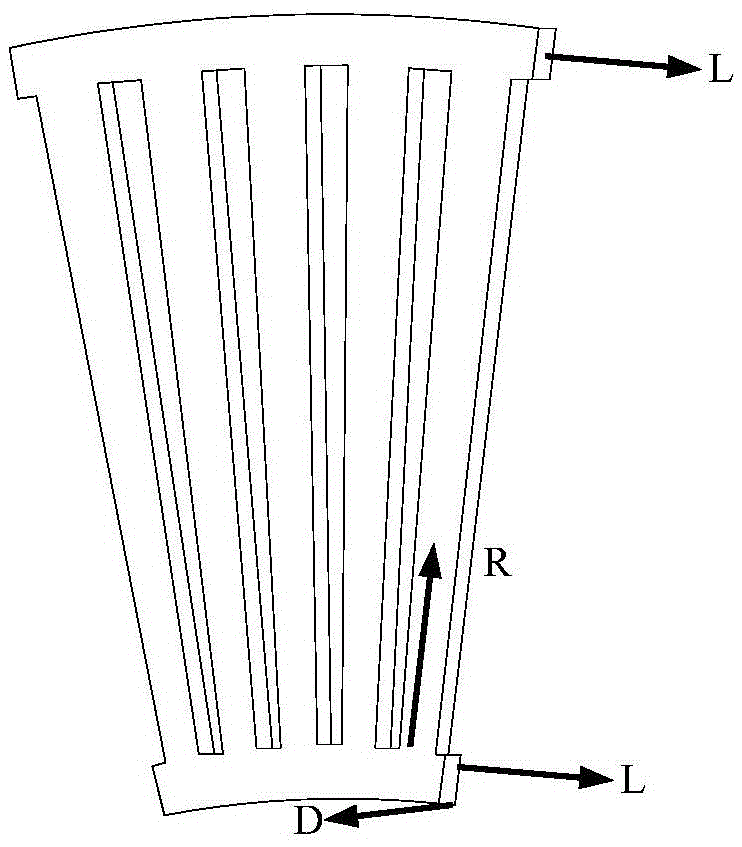
[0097] (1) Contour size of the guide vane of a certain five-blade group:
[0098] Arc length of upper edge plate L 2 It is about 140mm, the arc length L1 of the lower edge plate is about 90mm, the width D of the upper and lower edge plates is about 30mm-40mm, and the blade body length L=R 2 -R 1 It is about 220mm, and the total radian of the blade group is 4α=16.3636°.
[0099] (2) Select the shrinkage size
[0100] According to the characteristics of the on-site wax material in the actual production process, the shrinkage rate of the casting mold with a dimension length of 90mm-140mm is 2.1%, the length is 30mm-40mm, 2%, and the length is 220mm, 2.4%.
[0101] That is, ψ 1 = 2.4%, ψ 2 = ψ 3 = 2.1%, ψ 4 = 2%.
[0102] (3) Mold shrinkage design
[0103] In the D direction: 2% enlargement in the width direction of the upper and lower edge plates.
[0104] In the R direction: 2.4% enlargement in the directi...
Embodiment 2
[0107] Example 2: Three-stage guide vanes in five-leaf group
[0108] (1) Outline size of three-stage guide vanes in a five-blade group
[0109] Arc length of upper edge plate L 2 It is about 145mm, the arc length L1 of the lower edge plate is about 90mm, the width D of the upper and lower edge plates is about 20mm-40mm, and the length of the blade body L=R 2 -R 1 It is about 180mm, and the total radian of the blade group is 4α=17.1429°.
[0110] (2) Select the shrinkage size
[0111] According to the characteristics of the on-site wax material in the actual production process, the shrinkage rate of the casting mold with a dimension length of 90mm-145mm is 2.1%, the length is 20mm-40mm, 2%, and the length is 180mm, 2.3%.
[0112] That is, ψ 1 = 2.3%, ψ 2 = ψ 3 = 2.1%, ψ 4 = 2%.
[0113] (3) Mold shrinkage design
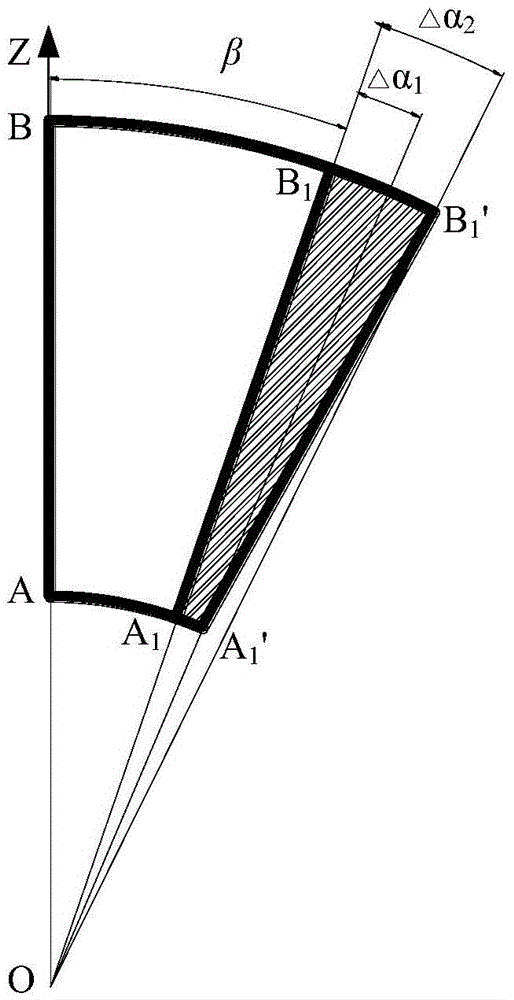
[0114] By calculation, the offset angle When N is 1, Δα=-30", and when N is 2, Δα=-60".
[0115] Shrinkage enlargement process: On the premise of ensuri...
Embodiment 3
[0116] Example 3: Four-stage guide vanes in five-leaf group
[0117] (1) Outline dimensions of four-stage guide vanes in a five-blade group
[0118] Arc length of upper edge plate L 2 About 145mm, the arc length L of the lower edge plate 1 It is about 85mm, the width D of the upper and lower edge plates is about 20mm~40mm, and the length of the blade body L=R 2 -R 1 It is about 200mm, and the total radian of the blade group is 4α=16.3636°.
[0119] (2) Select the shrinkage size
[0120] According to the characteristics of the on-site wax material in the actual production process, the shrinkage rate of the casting mold with a size of 85mm to 145mm is 2.1%, the length is 20mm to 40mm, 2%, and the length is 200mm, 2.4%.
[0121] That is, ψ 1 = 2.4%, ψ 2 = ψ 3 = 2.1%, ψ 4 = 2%.
[0122] (3) Mold shrinkage design
[0123] By calculation, the offset angle When N is 1, Δα=-43", and when N is 2, Δα=-86".
[0124] Shrinkage enlargement process: On the premise of ensuring th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



