

Variable thickness rolling length control method
A technology of variable thickness rolling and control method, which is applied in the field of cold rolling, and can solve the problems that the length accuracy needs to be improved, and the strip deviation after rolling is not considered.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
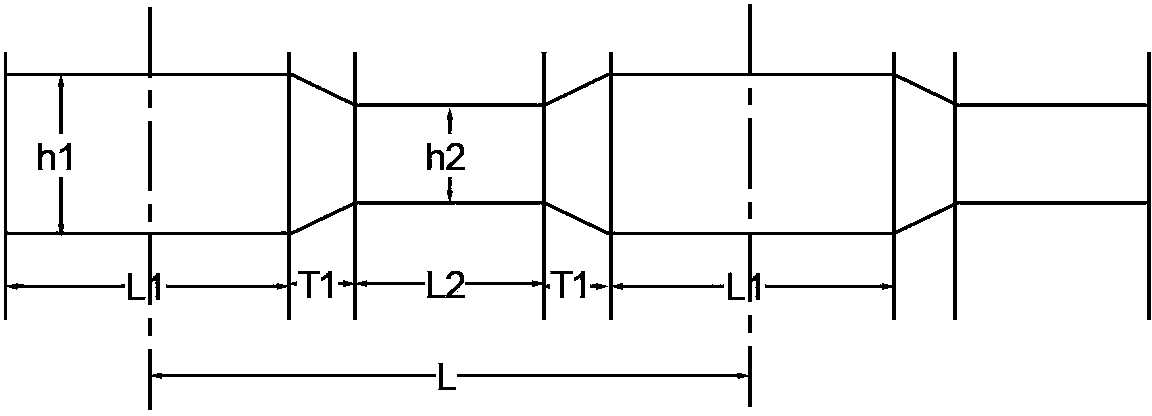
[0101] A certain sample requires a profile after rolling such as Figure 5 As shown, the distance from the roll gap exit of the rolling mill to the thickness gauge is L gauge =1500mm, the distance from the mill roll gap exit to the length measuring roll is L0=1800mm.
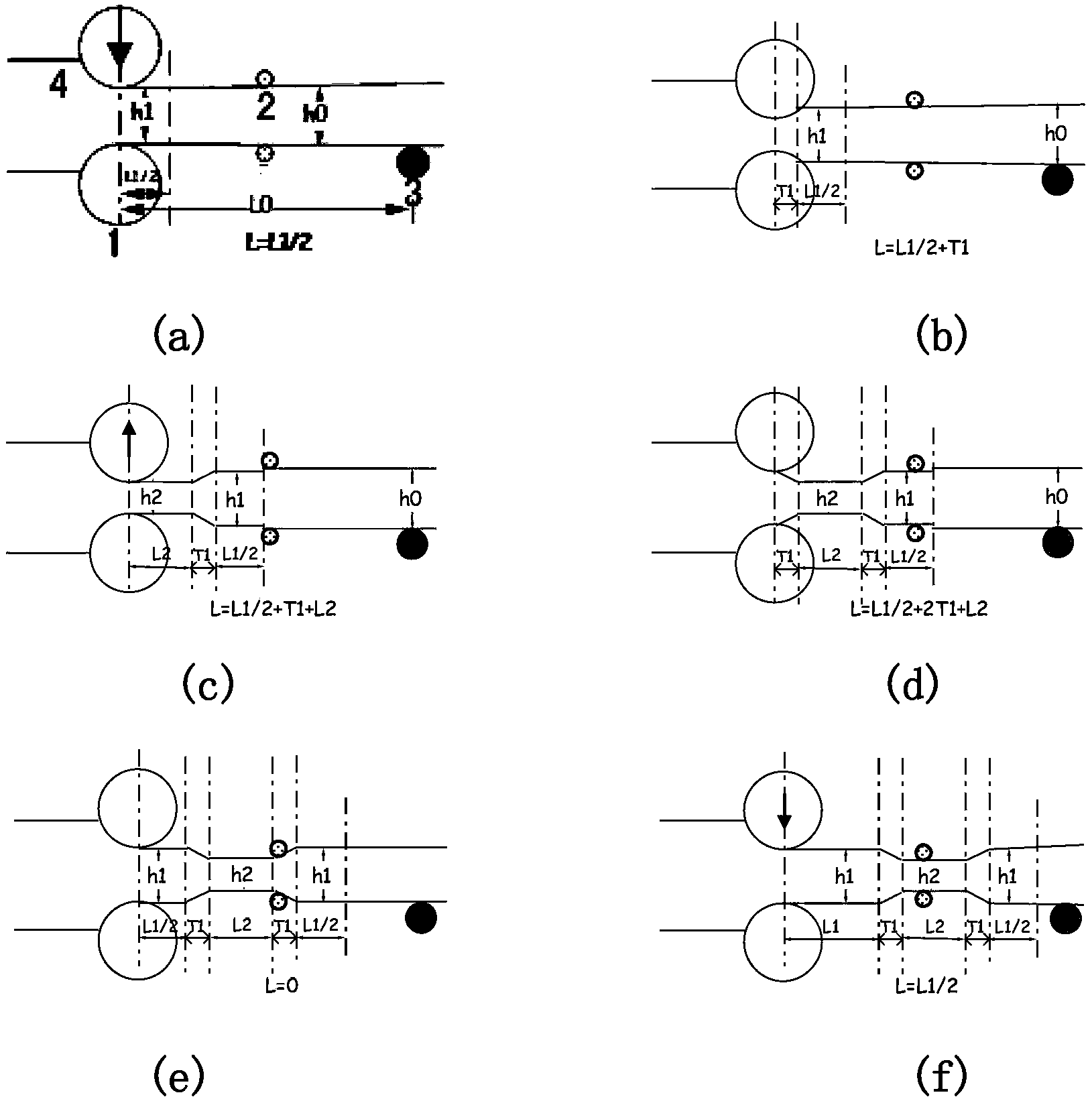
[0102] according to Figure 5Indication, h1=2.0mm, L1=200mm, T1=100mm, h2=1.0mm, L2=700mm, a control cycle is L cycle =L1+L2+2×T1=200+700+100×2=1100mm, the rolling speed is kept at v=100mm / s. The control steps are as follows, see Figure 6 .
[0103] 1) When the thickening rolling is not put into operation, the rolling mill runs stably at the speed of v=100mm / s. At this time, the thickness of the roll gap exit is h0, and the counts of the two counters of the control system are 0, that is, L=L total =0;
[0104] 2) When thickening rolling is put into operation, the speed of the rolling mill remains unchanged, and the length measuring rollers start to accumulate the measured lengths L and L total , the actio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More