

Production method capable of controlling buckling of thin broad soft zinc-coated strip steel during cooling process
A production method and technology of cold warping, applied in the production field of controlling cold warping of thin and wide soft galvanized strip steel, can solve problems such as warping, achieve reasonable heating temperature, low production cost, and low difficulty in process implementation Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
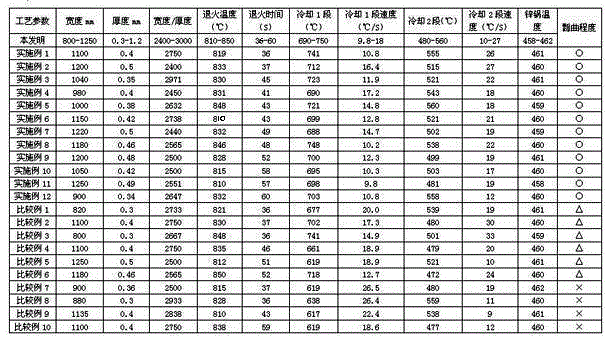
[0020] Below in conjunction with embodiment 1-12 and comparative example 1-10 the present invention will be further described, as shown in table 1:
[0021] The steel strips shown in Table 1 were all smelted in a conventional steelmaking converter and vacuum decarburized in an RH furnace to obtain continuous casting slabs that meet the chemical composition of IF steels. The slabs were hot-rolled to obtain hot-rolled steel plates. After pickling, cold rolling is carried out on reversible rolling or 5-stand cold tandem rolling mill. The reduction rate of cold rolling is 60% to 85%, and the conditions of the previous process are the same. Examples 1-12 of the present invention and comparative examples 1-10 are that hard rolled coils of different thicknesses are sent to a horizontal furnace for continuous annealing after being cleaned, and the strip steel is heated to 680-700°C in the horizontal furnace, enters the soaking section, Be heated to 810~850 ℃, strip steel is in soaking...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More