

Welded structure for vehicle body panel
A technology for welding structures and body panels, applied in the welding of straight seams, superstructures, welding equipment, etc., can solve the problems of reduced peel strength and widening of the welded part, and can prevent the reduction of production efficiency, improve welding speed, The effect of improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 approach
[0064] first embodiment
[0065] First, according to Figure 8 ~ Figure 10 The welding structure of this embodiment will be described.
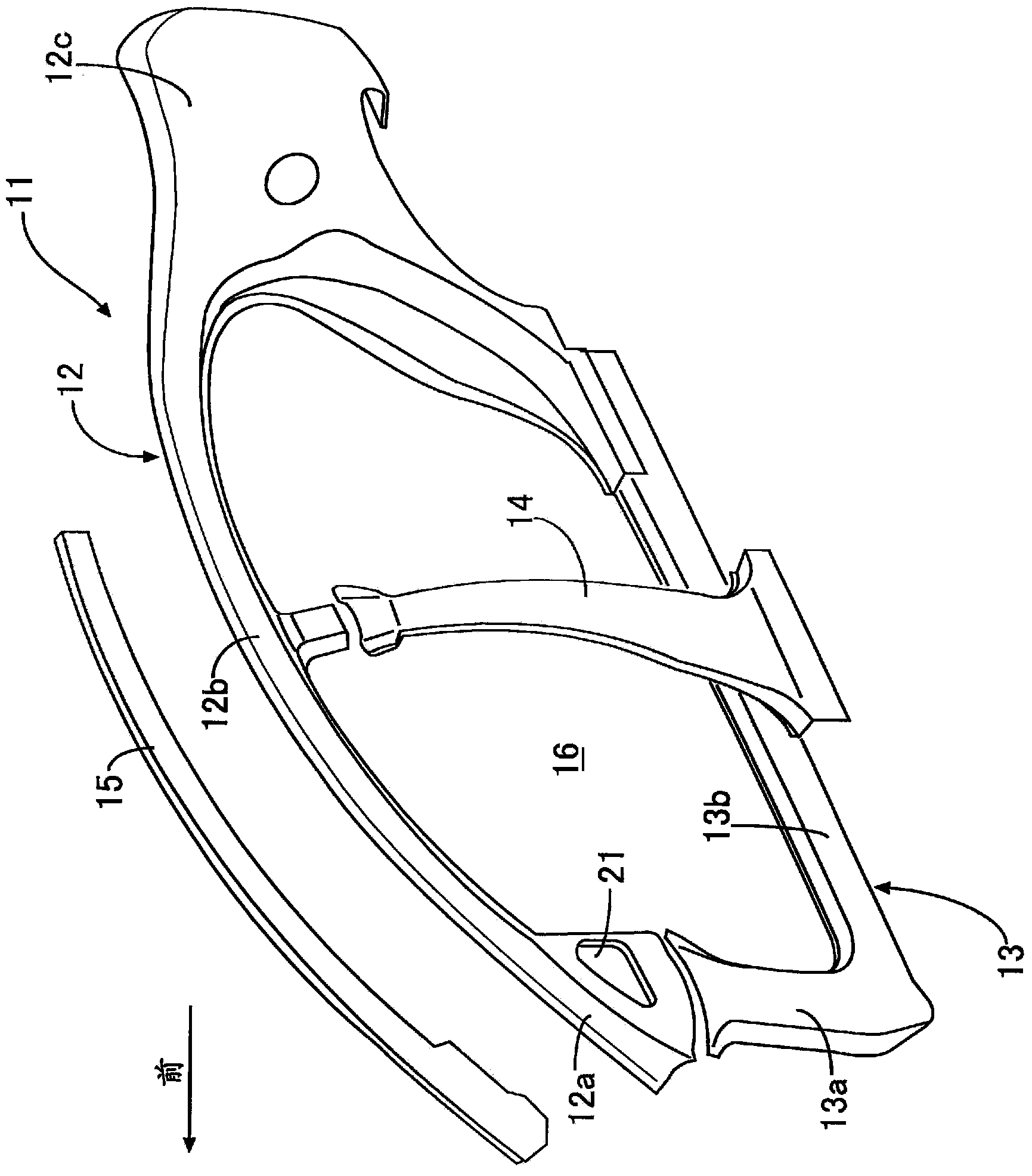
[0066] This embodiment is suitable for joining the first panel 41, the second panel 42, and the third panel 43 by welding. The first panel 41 having a hat-shaped cross-section has a pair of first joining flanges 41a, 41a, the second panel 42 having a hat-shaped cross-section has a pair of second joint flanges 42a, 42a along the two side edges, and the third panel 43 having a hat-shaped cross-section has a pair of third joint flanges along the two side edges 43a, 43a.
[0067] The second panel 42 and the third panel 43 are arranged in a row in the longitudinal direction, and in a state where their opposite ends overlap each other, a second panel is superimposed on the first joining flanges 41a, 41a of the first panel 41 . The second joint flanges 42 a , 42 a of the panel 42 and the third joint flanges 43 a , 43 a of the third panel 43 . Th...
no. 2 approach
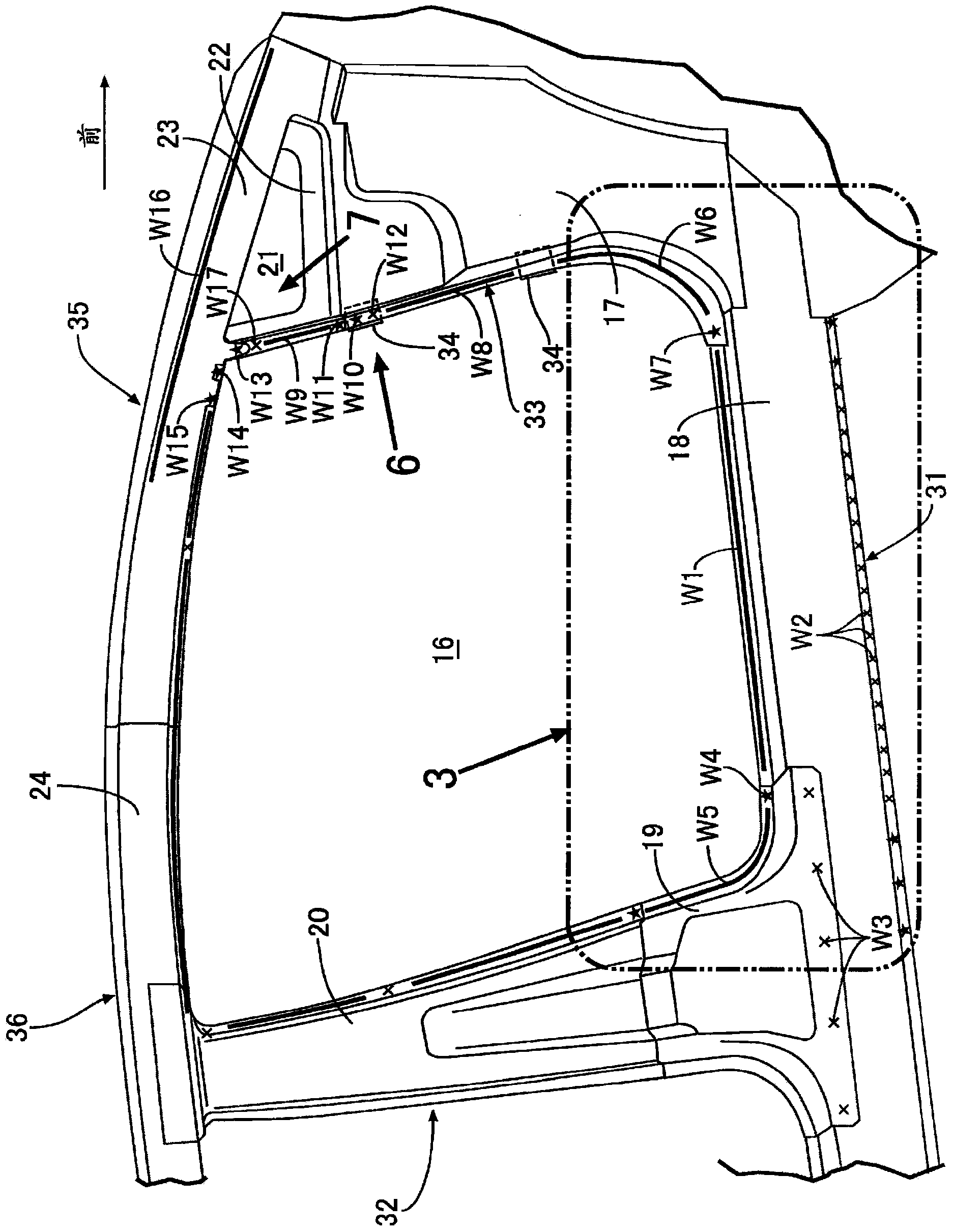
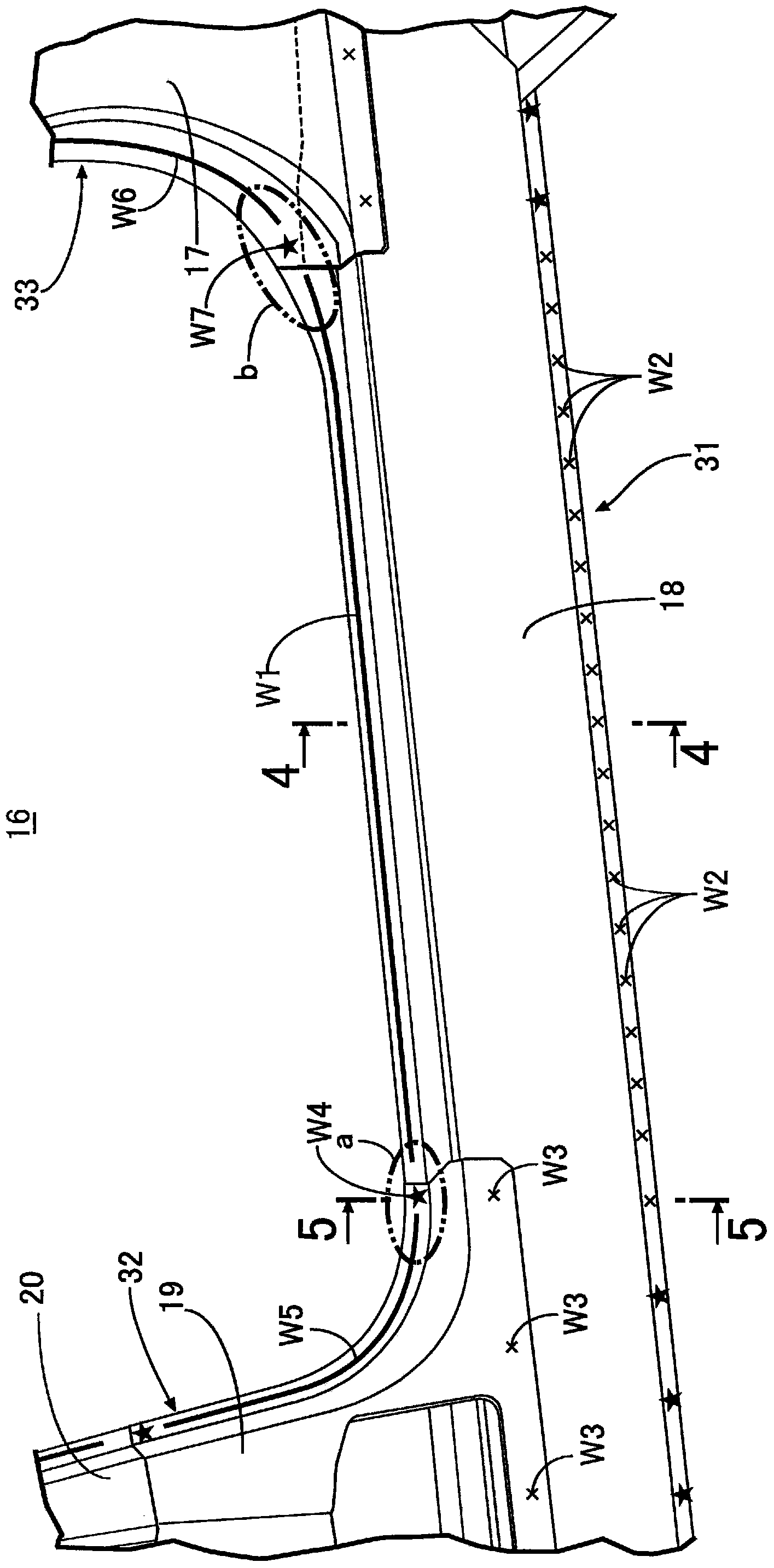
[0095] exist Figure 9 In the illustrated first embodiment, the flange widths of the first to third joining flanges 41a to 43a of the first to third members 41 to 43 are constant in the longitudinal direction, but in the Figure 11 In the shown second embodiment, the flange widths of the first to third joint flanges 41a to 43a are wider in the triple-layered portion and narrower in the double-layered portion.
[0096] Thus, the flange width required for spot welding Wb with a large nugget diameter d and seam welding Wa with a small nugget width w can be ensured, while preventing unnecessary increase in the flange width and contributing to lightening weight.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More