

Machining method for guaranteeing shape completeness of air inlet and air outlet side circular arcs of blade
A technology of intake and exhaust edges and processing methods, which is applied in the field of parts processing, can solve the problems of incomplete arcs of the intake and exhaust edges of the blade profile, over-polishing, etc., and achieve the goal of improving the processing pass rate and eliminating the processing over-polishing phenomenon Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
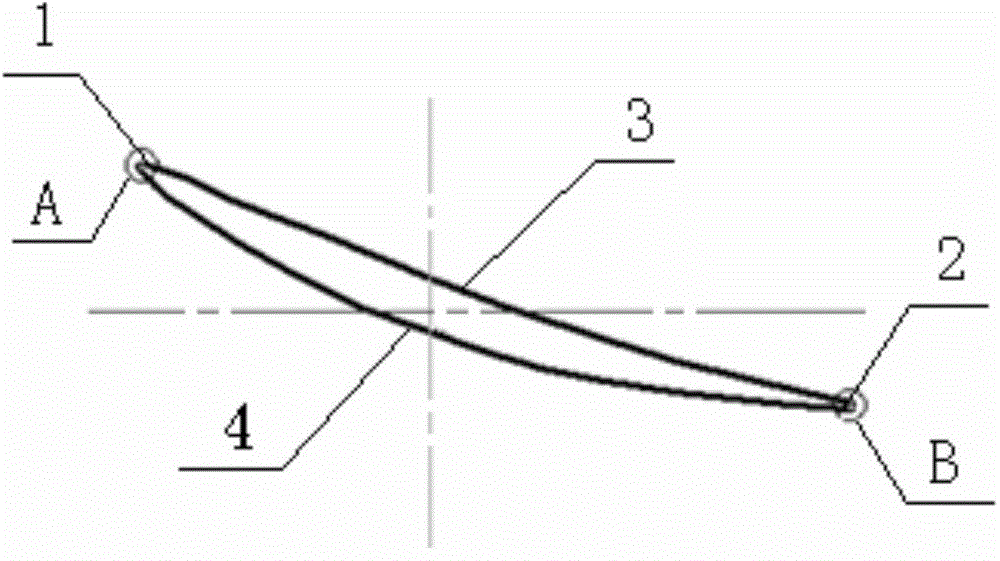
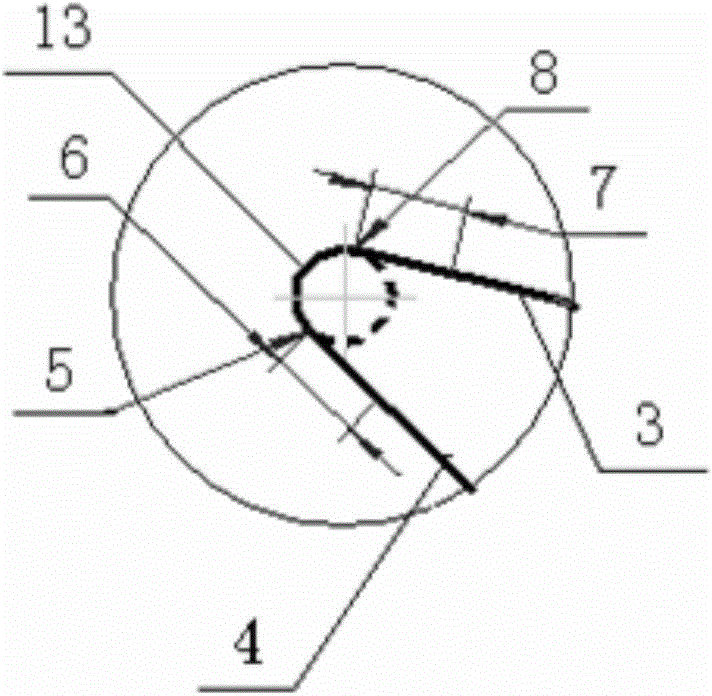
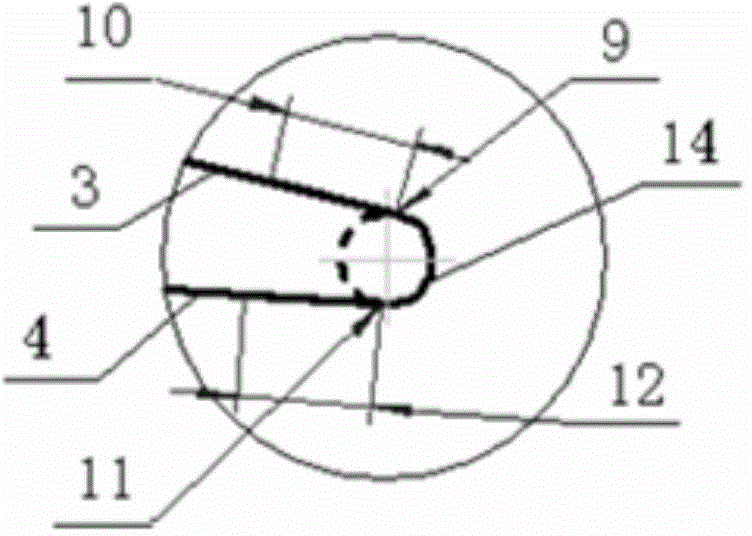
[0020] like Figure 1~4 As shown, a processing method to ensure the integrity of the arc shape of the inlet and exhaust edges of the blade. The machining of the blade surface adopts the longitudinal numerical control milling method, and the blade surface is divided into the arc area of the inlet edge 1 and the arc of the exhaust edge. Area 2, blade basin profile area 3 and blade back profile area 4 four processing areas, air inlet edge arc area 1 includes inlet edge arc 13, inlet edge arc and blade basin profile curve tangent point 8 The section 7 extending 3 mm outside the arc of the intake side and the section 6 extending 3 mm from the point of tangency between the arc of the intake side and the blade back surface curve 5, the arc of the exhaust side 2 includes the exhaust Edge arc 14, point of tangency between the arc of the exhaust edge and the profile curve of the blade basin 9 extends 3 mm to the arc of the exhaust edge 10 and point of tangency between the arc of the e...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More