

Method for assisting heat treatment of steel pipe welding seams
A technology for assisting steel pipes and welding joints, applied in heat treatment furnaces, heat treatment equipment, furnaces, etc., can solve problems such as hardness cannot be achieved
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0019] (1) Wrap the electric heating sheet at the weld of the steel pipe, and wrap the insulation cotton outside the electric heating sheet;
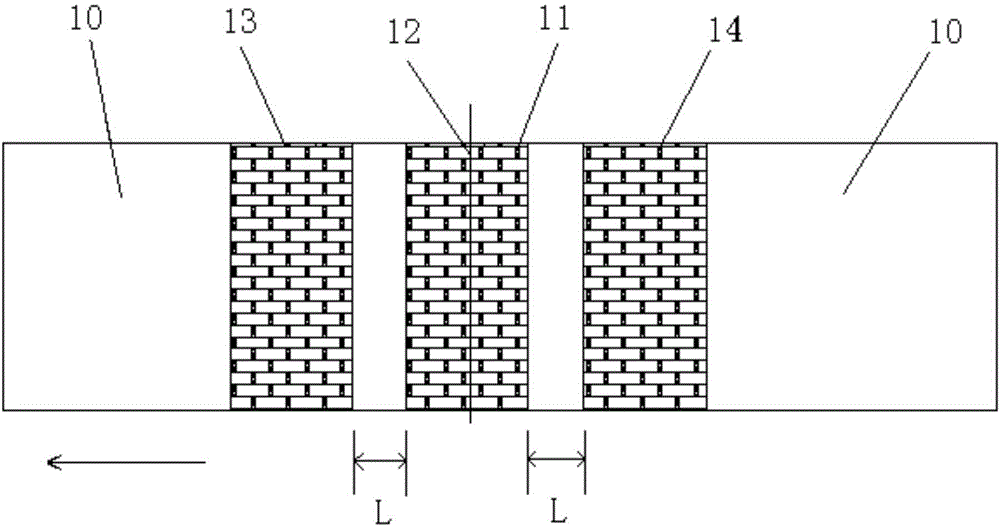
[0020] (2) if figure 1 as shown, figure 1 The direction indicated by the middle arrow is left. For the long welded joint of the pipe section: wrap the left electric heating sheet 13 and the right electric heating sheet 14 at a position where the distance between the steel pipe 10 and the electric heating sheet 11 wrapped at the weld 12 is 550 mm, The distance L from the right edge of the left electric heating sheet 13 to the left edge of the electric heating sheet 11 is 550 millimeters; the distance L from the left edge of the right electric heating sheet 14 to the right edge of the electric heating sheet 11 is 550 millimeters; and use silicic acid The aluminum insulation cotton wraps the steel pipe 10 completely, and the thickness of the aluminum silicate insulation cotton is 200 millimeters; wherein, the left electric heating sheet 1...
Embodiment 2
[0026] (1) Wrap the electric heating sheet at the weld of the steel pipe, and wrap the insulation cotton outside the electric heating sheet;
[0027] (2) if figure 1 as shown, figure 1 The direction indicated by the middle arrow is left. For the long welded joint of the pipe section: wrap the left electric heating sheet 13 and the right electric heating sheet 14 at a position where the distance between the steel pipe 10 and the electric heating sheet 11 wrapped at the weld 12 is 600 mm, The distance L from the right edge of the left electric heating sheet 13 to the left edge of the electric heating sheet 11 is 600 millimeters; the distance L from the left edge of the right electric heating sheet 14 to the right edge of the electric heating sheet 11 is 600 millimeters; and use silicic acid The aluminum insulation cotton wraps the steel pipe 10 completely, and the thickness of the aluminum silicate insulation cotton is 220 mm; wherein, the left electric heating sheet 13 and the...
Embodiment 3
[0033] (1) Wrap the electric heating sheet at the weld of the steel pipe, and wrap the insulation cotton outside the electric heating sheet;
[0034] (2) if figure 1 as shown, figure 1The direction indicated by the middle arrow is left. For the long welded joint of the pipe section: wrap the left electric heating sheet 13 and the right electric heating sheet 14 at a position where the distance between the steel pipe 10 and the electric heating sheet 11 wrapped at the weld 12 is 750 mm, The distance L from the right edge of the left electric heating sheet 13 to the left edge of the electric heating sheet 11 is 750 millimeters; the distance L from the left edge of the right electric heating sheet 14 to the right edge of the electric heating sheet 11 is 750 millimeters; and use silicic acid The aluminum insulation cotton wraps the steel pipe 10 completely, and the thickness of the aluminum silicate insulation cotton is 250 millimeters; wherein, the left electric heating sheet 13...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Hardness value | aaaaa | aaaaa |
| Hardness value | aaaaa | aaaaa |
| Hardness value | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More