

Device for manufacturing large-size U-shaped part
A large-size, U-shaped technology, applied in the field of non-planar thermosetting composite material molding, can solve the problem of unsatisfactory shear strength, etc., and achieve the effect of stable and uniform product size and consistent appearance and color
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be described in further detail below in conjunction with specific embodiments and with reference to the accompanying drawings.
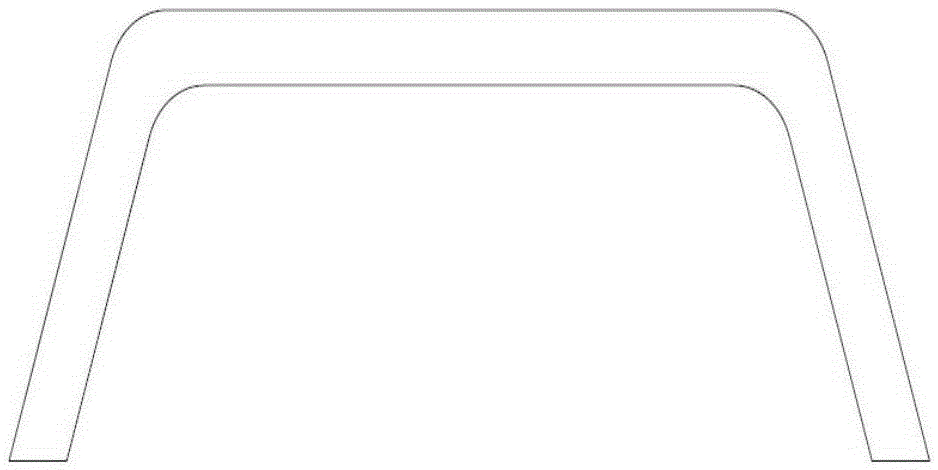
[0020] Such as figure 1 Shown is a schematic cross-sectional view of a trapezoidal large-size U-shaped piece. The trapezoidal large-size U-shaped piece is a U-shaped groove structure in cross section, the cross-section of the large-size U-shaped groove is an isosceles trapezoid, and the width of the opening of the large-sized U-shaped piece is larger than the bottom. The width of the sides. In actual production, the structure of the mold can be changed according to the demand, and then the shape of the large-size U-shaped part can be changed.
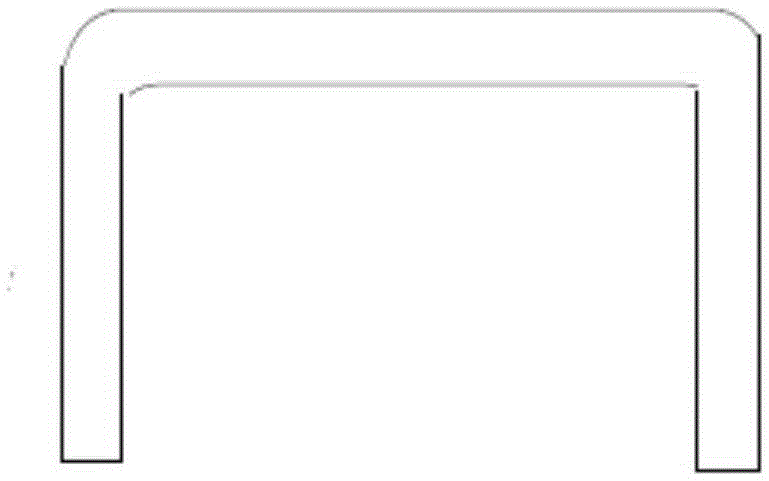
[0021] Such as figure 2 Shown is a schematic cross-sectional view of a rectangular large-size U-shaped piece. The rectangular large-size U-shaped piece is a U-shaped groove st...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More