

Roll forming method for alpha-beta two-phase titanium alloy thick-wall ring forged piece
A titanium alloy and wall ring technology, applied in metal rolling, metal processing equipment, etc., can solve the problems of reducing the strength of the ring, destroying the metal flow line of the end face of the forging, and the temperature rise of the end face of the forging, so as to meet the deformation requirements.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0030] The main chemical element content (percentage by weight) of the alloy is: 6.10% Al, 3.92% Zr, 1.97% Mo, 1.95% Sn, 0.07% Si, 0.04% Fe, The C content is 0.01%, the N content is 0.01%, the H content is 0.004%, the O content is 0.11%, and the balance is Ti.
[0031] The steps of this method are as follows:
[0032] The Ti6242 alloy bar blanked according to the specifications is heated to the deformation temperature in a forging heating furnace, upsetting, punching, and pre-rolled into a rectangular ring billet.
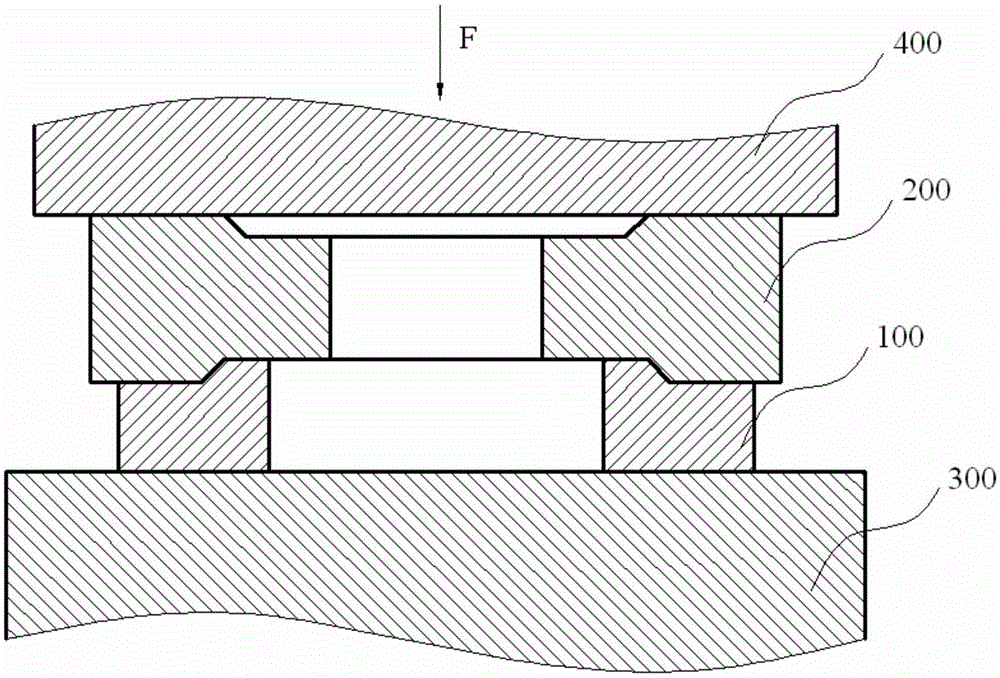
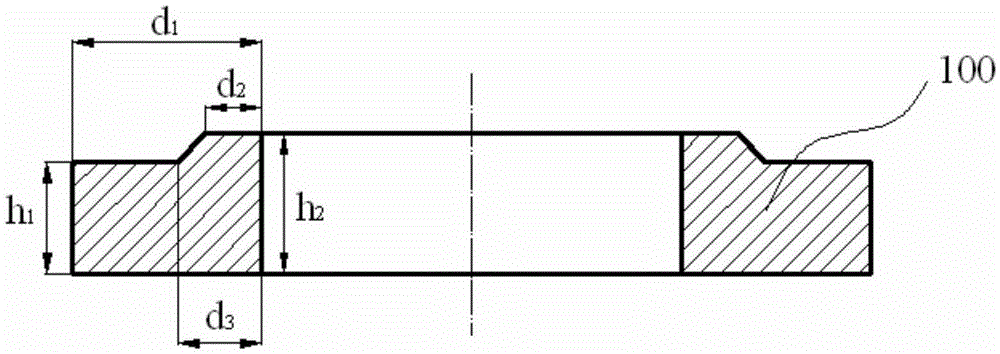
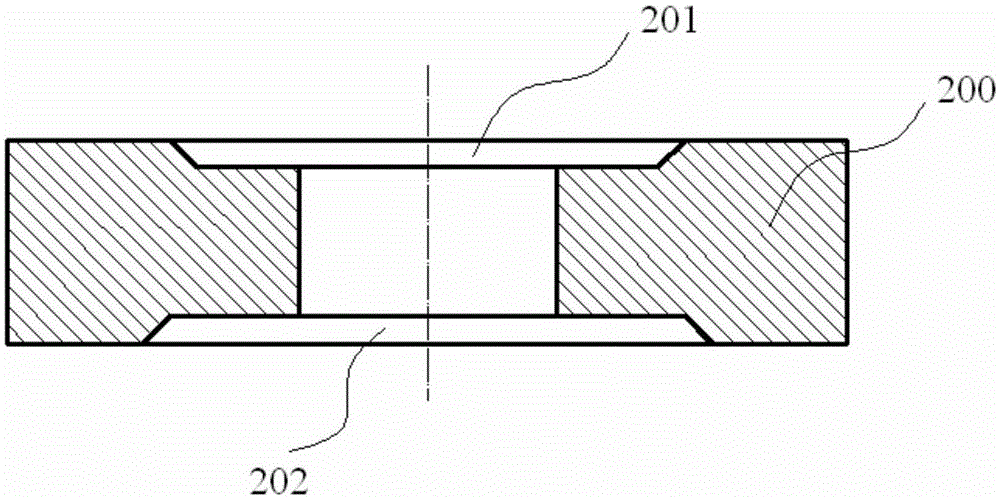
[0033] Put the rectangular ring blank on the cutting board 300 of the press, and then place the special mold 200 evenly on the rectangular ring blank, as figure 1 As shown, the pressing hammer 400 is driven downward with a downward force of F=600KN-5500KN, and the rectangular ring blank is pressed into the desired special-shaped ring blank 100 .
[0034] Since the size of the thick-walled ring forging 500 is known, according to the principle of equal volume, the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| elongation at break | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More