

Compound pulse laser drilling method and device
A composite pulse and laser drilling technology, which is used in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of the fan blade not reaching the temperature, shortening the working life of the fan blade, micro-cracks, etc. effect of speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
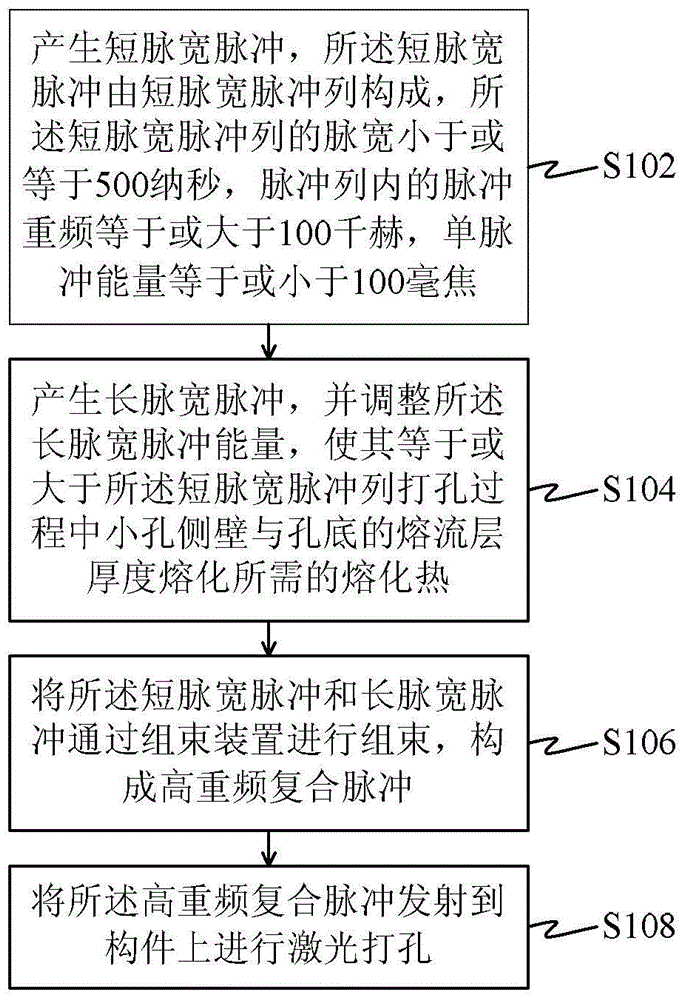
[0037] The principle of the present invention: the nanosecond pulse train processes the small hole melt flow layer is relatively thin, and the microsecond pulse can compensate the melt flow time of the nanosecond pulse and the energy lost on the hole wall, so that the molten residue can be effectively ejected out of the hole outside. That is, the high repetition frequency short pulse width pulse train with nanosecond pulse width is used as the main pulse, and ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wavelength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More