

Control method of eliminating static rolling torque in band and strip rolling mill
A control method and technology for eliminating belts, which are applied in the driving device for metal rolling mills, metal rolling, roll speed control, etc., can solve the problems of heavy equipment maintenance workload, reduced production efficiency, shortened service life, etc. The effect of equipment maintenance workload, eliminating static rolling torque and prolonging service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The present invention will be described in detail below in conjunction with the accompanying drawings and specific embodiments.
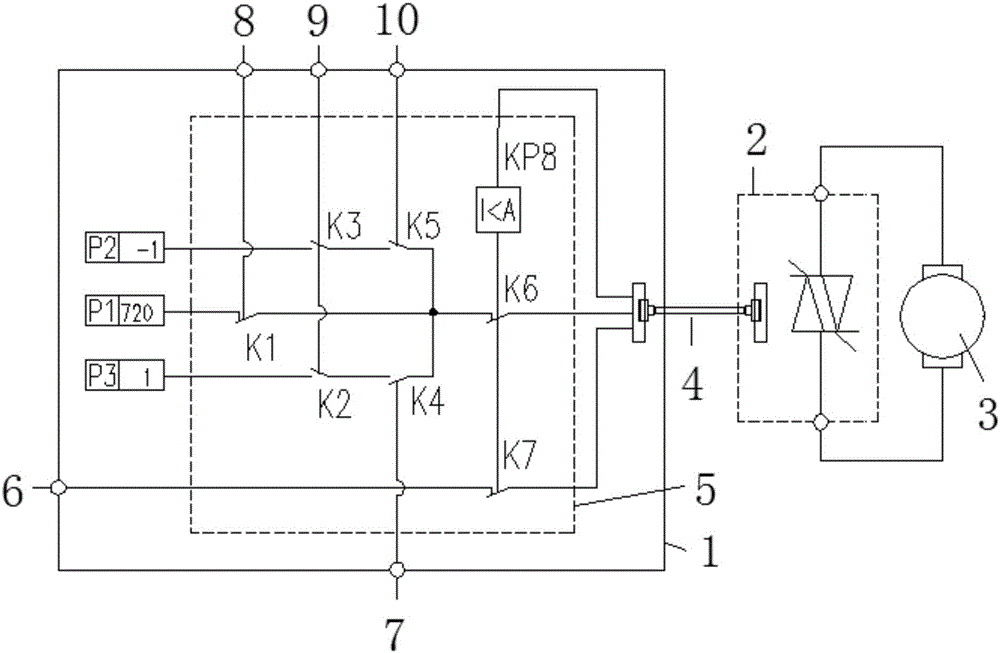
[0019] The hardware structure that the inventive method adopts is, comprises PLC programmable controller 1, and PLC programmable controller 1 is connected with DC speed controller 2 signals by communication cable 4, and DC speed controller 2 is connected with rolling mill main motor 3 signals The PLC programmable controller 1 is also provided with a rolling mill start signal port 6, a rolling mill stop signal port 8, an unloading signal port 9, a forward rolling signal port 10 and a reverse rolling signal port 7;
[0020] Among them, the existing hardware used includes: PLC programmable controller 1, DC speed controller 2, rolling mill main motor 3, communication cable 4, rolling mill start signal port 6, rolling mill stop signal port 8, forward rolling signal port 10. Reverse rolling signal port 7,
[0021] The newly added hardware is unloa...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More